Managing Complex Production Processes
Developing effective strategies for managing factory operations is an ongoing concern of managers and researchers.1 Effective manufacturing practices include employing technically oriented managers and multiskilled workers, organizing for cross-functional problem solving, and adopting cellular manufacturing, especially in the context of assembly processes, job-shop manufacturing, and computer-integrated manufacturing.2 Typical best practices for lean manufacturing encompass the use of pull systems (i.e., just-in-time, low inventories, short setups, and make-to-order), the use of statistical process control (SPC), emphasis on immediate resolution of quality problems, cultivation of multiskilled workers, and use of worker teams. In general, best practices and factory operations in most industries have dramatically improved as knowledge of the principles of manufacturing operations has broadened. However, some discrete-manufacturing solutions, for example, pull systems or traditional SPC, may not apply or may not be adequate for production processes such as continuous-type or hybrid operations. This article suggests that, for many such processes, the management of technical complexity is a pertinent issue. I present detailed factory-level data from a three-year research project of the global color picture tube industry, which uses a process that is a hybrid of continuous and assembly processes. I note several factory practices that confirm previous studies and point to important differences between the methods considered to be most appropriate for managing discrete manufacturing and those for complex production processes. Approaches to managing these complex manufacturing processes are relevant to several high-tech processes today, such as those used for semiconductors, flat displays, and pharmaceuticals.
What Is Complexity?
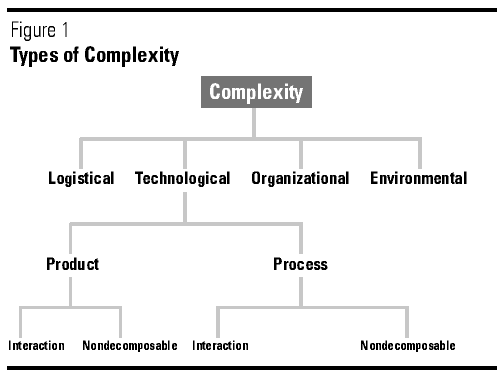
Defining and understanding complexity is essential before one can address the question of how to manage it. The concept of complexity is described in diverse fields spanning natural (biological, physical, chemical) and manmade systems in manufacturing, computer systems, and organizational structures.3 On the basis of my understanding of how complexity is defined in these fields, I categorized the various complexity concepts into four types — technological, logistical, organizational, and environmental complexity (see Figure 1).4
{kind=link}
- Logistical complexity is the result of a high volume of transactions or tasks, or product proliferation.
- Technological complexity is related to the inherent complexity of the system and its technologies (for both products and processes).
- Organizational complexity pertains to the organizational structures, forms, and procedures that make organizations complex.
- Environmental complexity results from characteristics or events outside the system or organization, for example, the localization pressures that multinational corporations typically face or the technological turbulence that is common in the computer and software industries.
In this article, I limit my discussion to the effective management of production in a factory, for which the relevant dimensions include technological and logistical complexity. Because research on logistical complexity is extensive (including that done by the lean manufacturing study team5), my emphasis is on technological complexity and process rather than product complexity.
The complexity literature suggests two key dimensions of technological complexity — interaction complexity and nondecomposability. For products, interaction complexity results from multiple interactions among product functions (component or subsystem). Changes in any significant component or subsystem usually require redesign of the entire system. Examples include products with a high component count, as in today’s cars, or those with extensive intercomponent interfaces such as those in a complex machine tool. Many products cannot be separated into their components without degrading performance, that is, they are nondecomposable. An example is the Winchester disk drive, which, due to the complexity of the basic technology involved, cannot be easily decomposed into simpler components.6
For processes, different process steps may have multiple and difficult to understand interactions; this is interaction complexity.7 Nondecomposability refers to the fact that the different process steps cannot be separated without affecting overall process performance (which is similar to the definition of product nondecomposability). One interpretation of nondecomposability comes from processes in which it is difficult to optimize the overall production system by independently controlling process variables (for example, using SPC) for individual process steps.8 Another interpretation is based on what happens to the process when a sudden disruption occurs. For example, in the pharmaceutical industry, if a batch manufacturing run is disrupted in the middle of a particular process step, it may be difficult to satisfactorily complete that step and the remaining process steps on another manufacturing line (apart from restrictions dictated by government regulations). In such cases, little rework is possible, and the only form of recovery is reprocessing, which entails additional material and capacity usage. (This dimension may not interest engineering researchers or R&D engineers, but causes constant headaches for production managers.)
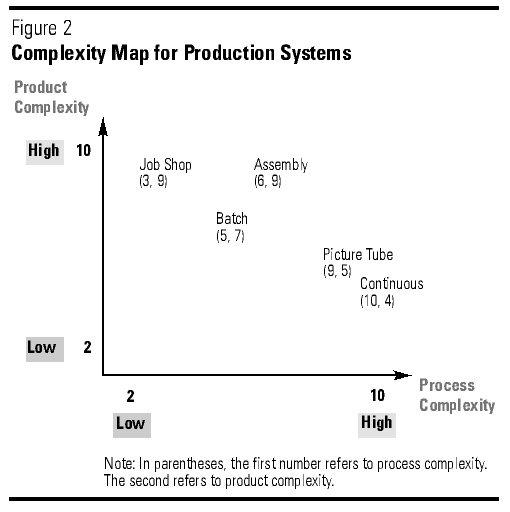
Not surprisingly, various production processes — job shops, flow shops, assembly, and continuous processing — have different levels of product and process complexity.9 (See Figure 2 for the product and process complexity level of production systems.) I assigned complexity levels on the basis of prior research on production systems, production engineering and management textbooks, and my own experience with production systems.10 I then quantified this assessment by assigning a 1 to very low complexity and a 10 to very high. Product complexity is generally high for assembled products, whereas continuous production systems typically have the highest process complexity (see Figure 2).
{kind=link}
Color Picture Tube Production
In this paper, I focus on the color picture tube industry (see the sidebar for an industry overview) for two key reasons. First, my initial visits to two picture tube plants revealed that picture tube manufacturing is a complex process — a hybrid between a flow/assembly and a continuous process. Second, color picture tubes are a fairly homogeneous product with limited plants around the world, thus making an industry study feasible.
I based these research findings on in-depth case studies at ten color picture tube factories in the United States, Europe, and Japan (leading multinational consumer electronics companies) and the results of detailed survey data obtained from fifty-four of sixty-three plants worldwide (see sidebar on research methods).
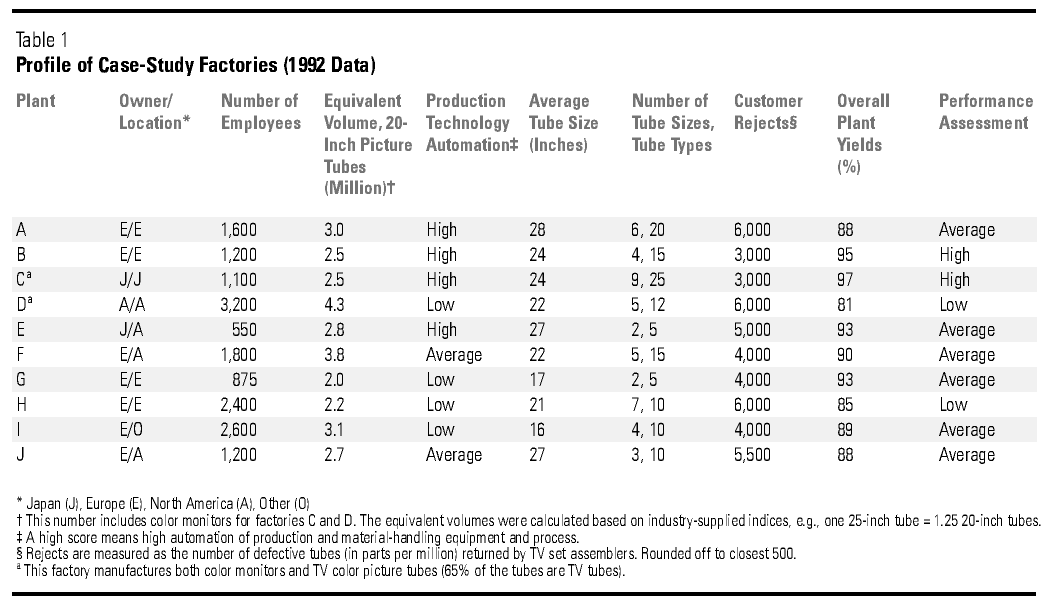
The plants began operation from three to twenty-five years ago and were geographically distributed in both ownership and location. (See Table 1 for profiles of the ten case-study plants.) Employees ranged in number from 875 to 3,200, depending on the production capacity, technological sophistication (automation and control), and tube size (smaller tubes require fewer direct workers). Product variety ranged from two tube sizes and five tube types to nine tube sizes and twenty-five tube types. Performance was measured in terms of customer rejects and factory yields. (See Table 1 for my evaluation of plant performance based on field visits, actual plant data on customer rejects and yields after correcting for tube size, variety, and automation level, and each manager’s overall perception of his or her plant. Thus, the ten plants include two “high performers,” six “average performers,” and two “low performers.”
{kind=link}
Picture tube manufacturing is indeed complex (see Figure 2). The manufacturing process in a typical picture tube plant consists of more than 200 key production steps, bringing together more than two dozen process technologies — chemical, electrical, optical, and mechanical. Though picture tubes are discrete products, the first half of the manufacturing process is similar to a continuous production system. The second half of the process is more like a high-speed assembly process. Thus, color picture tube manufacturing is a hybrid of continuous and discrete assembly production.
The machines on the “front end” are complex, integrated, and tightly coupled as in continuous operations. Different process steps also have multiple and difficult to understand interactions; SPC helps, but is not as effective as in many other processes. During data collection, engineers and managers mentioned some of the surprises they encountered while making process changes. At plant F (see Table 1), changes in the “screening/flowcoat” step (an early process step when color phosphors are deposited in fine lines on the picture tube screen) resulted in deteriorating performance of the electron gun11; adjustments to the electron gun had to be made, even though the actual change should have, in theory, not influenced electron gun performance. At plant B, a modification in the “frit-seal” process (in which the front and the back of the picture tube are sealed together) necessitated months of experimentation before the downstream “exhaust” process could be optimized.
Although the picture tube itself (i.e., the product) is not complex, the production process is, scoring high for both interaction complexity and nondecomposability.12 Managers at the picture tube plants concurred with this assessment. The process brings together diverse disciplines, from traditional physics and chemistry to sophisticated electronics and mechanical engineering. Interactions among various processing steps lead to unpredictable outcomes. Further, no existing division of labor or knowledge matches the process requirements since traditional engineering training is fairly functional and narrowly focused; much of the knowledge used in the manufacturing process is process-specific and is rarely taught in engineering or technical colleges. The production equipment is also complex. No longer is it enough to be a good chemical or electrical engineer and know the process well; the best engineers at these factories were the ones who also understood machine design and electronic controls.
Observations at Color Picture Tube Plants
Because the manufacturing process for picture tubes is complex, understanding complex processes and resolving problems in such processes requires broader knowledge than any line worker or newly minted engineer is likely to possess. Furthermore, given the interactions among different process steps, traditional information and process control systems do not work effectively; process-wide information must be available to technical and production supervisors. In addition, since the process itself is complex, what works in theory or what works in the lab does not always work on the factory floor. Appropriate problem solving and experiment-based learning methods become important. Also, given the high speed of the manufacturing process (most production lines make more than 150 to 200 tubes per hour) and the inherent process complexity, efforts must be made to minimize the difficulties of managing the process. Establishing organizational procedures is necessary for routine tasks, such as releasing new designs to production or implementing new production equipment.
In the following description, I emphasize current practices used in the picture tube industry relative to the dimensions described in the preceding paragraph. Most of the key examples come from the high-performing plants, B and C, although some of the average factories also were involved in some apparently successful approaches. Thus, on the basis of my ten case studies, I first describe observed practices about what seems to work and then present further support based on the industry survey.
Multiple Dimensions of Technical Knowledge
On the basis of my interviews with managers and prior research in the technology and manufacturing areas, I found that picture tube plants need extensive depth and breadth in their engineering capability. Engineers and technicians need to possess a basic understanding of the process; they must know why rather than only how. Given that no existing division of labor or knowledge matches the process needs, organizations must devise mechanisms to deal with multiple dimensions of knowledge. The field observations presented here suggest that engineers need to be knowledgeable even about engineering functions and processes that are typically not their domain. While these conclusions reinforce prior findings on the benefit of multiskilled workers and technicians, they point to the need for “generalist engineers who have thorough knowledge of the overall process control task.”13 Collectively, organizational practices such as these create both process “know-how” and “know-why.”
First, at the level of the engineering organization, I found that the way engineers are organized and operate on a day-to-day basis is a key determinant of how a plant can leverage and integrate available technical knowledge. For new product development, engineers should possess both breadth and depth of knowledge. For example, at Plant B, engineers were divided into two groups. Engineers in one group were organized by production process steps, for example, black matrix or exhaust. In the other group, engineers were organized by tube performance dimensions, for example, brightness or resolution.
This organizational structure forced close coordination between members of the two groups, but, more importantly, it ensured that engineering knowledge cut across traditional functional and departmental boundaries. Plant B also made it a policy to rotate engineers and production supervisors across different process areas. At plant C, the traditional Japanese approach of engineer and worker rotation was successful in developing a complete understanding of the process.
Second, it is important to understand how the different plants used shop-floor information systems to help them better manage the process. In most of the case-study plants, engineers and department supervisors used the process information in a traditional manner — tracking yields and quality problems in their own area, and striving to resolve and prevent these in the future. In plants B, F, and J, real-time process information was available to department supervisors, engineers, and workers to facilitate not merely solving problems, but preventing them. (Even production workers and technicians at factory B were being trained to use the real-time computer information system.) At plant B and, to some extent, at plant J, engineers and department supervisors did not merely look at the process parameters for their own area, but scanned the state of the process in other parts of the factory. This helped them to more accurately predict the process performance in their areas, because they could better understand the nature of process interactions. A similar philosophy was in place at plant C, where, lacking a computerized information system, engineers reviewed process charts from other production departments several times a day. Such an approach substitutes for the traditional process-control method in which engineers can specify precise process-control parameters for individual process steps (because the process is decomposable and more predictable). In complex processes, the emphasis shifts from “local” process control to “process-wide” management, in which staff members make a distinct effort to manage process interactions, as well as share and coordinate information from different steps of the process.
Third, when the manufacturing process demands engineering-type knowledge, workforce management approaches must support acquiring and using such knowledge. Workers must be called on to resolve process- and equipment-related problems. Engineers cannot be summoned to solve every problem, and line workers are often more familiar with shop-floor technical issues. Thus, similar to the observations of lean manufacturing researchers, I observed policies and incentives in place to develop problem-solving capabilities, acquire detailed engineering knowledge, and otherwise hone the analytical skills of workers.
For example, at Plant B, management was preparing to train production workers and technicians in the intricacies of process control using a computer-integrated manufacturing system. Within fifteen to eighteen months, they planned to delegate to these workers the responsibility of managing the process using a detailed computer system. At Plant C, line workers went through a six-month apprenticeship that emphasized understanding process nuances rather than only learning about the production equipment. Also, at this plant, in addition to the typical Japanese practice of problem solving in quality circles, production workers were directly involved in root-cause analysis of major process problems; the same was true at plants B and F that had formed root-cause analysis teams. Plant B rewarded skills and natural scientific curiosity; management promoted workers on the basis of skills and the exhibited desire to know about all parts of the process, rather than on the traditional mix of seniority and ability to comply with instructions. Policies such as these were in place at both high-performing plants and at many of the average-performing plants. They were clearly critical to the effective operation of those manufacturing operations characterized by high process complexity.
Gap between Theory and Practice
A key characteristic of complex systems and processes is the often wide gap between theory and practice. What is specified by engineers and what actually happens on the shop floor may differ considerably. Complexity is both a result of and a cause of such gaps. Specifications and parameters that should work in theory do not work; Murphy’s law prevails.14 Complex processes are unpredictable, and there are technical limits to what can be precisely modeled in a theoretical design. Unanticipated interactions emerge. Small changes in materials, surroundings, and day-to-day procedures can impact a design more than expected. My research uncovered two key sets of activities that reduce this discrepancy between theory and practice: (1) bridging the gap between engineering knowledge and shop-floor functioning by adopting better problem-solving approaches and (2) refining the current stock of knowledge by learning from ongoing experimentation.
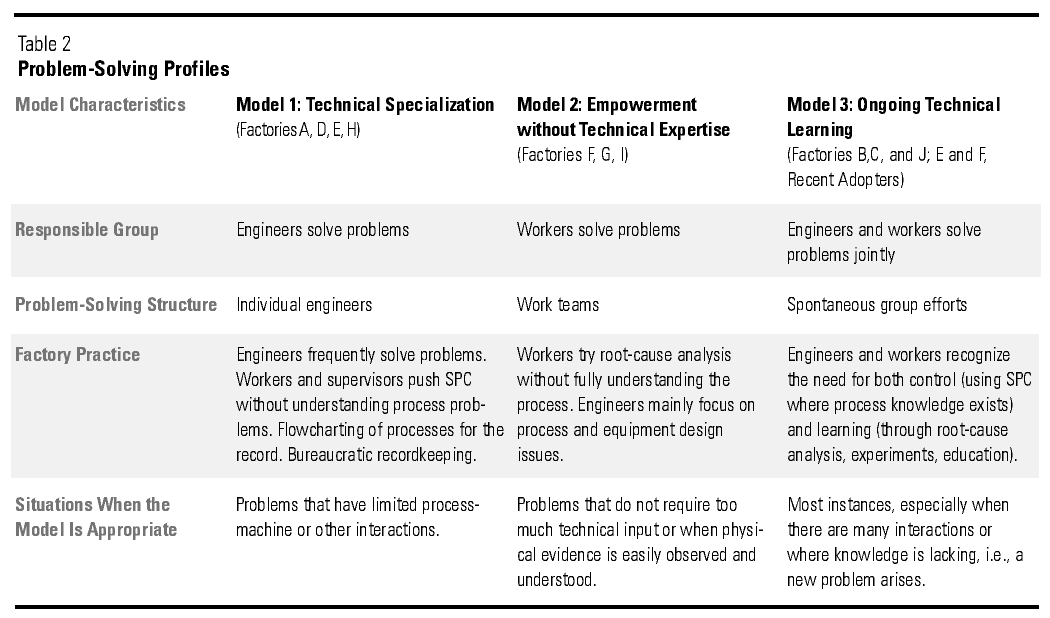
Technical Problem Solving. I asked production, engineering, and quality managers about their factory’s approach to solving such technical problems. Three models emerged from this analysis (see Table 2).
{kind=link}
The first model involves problem solving by engineers. For various reasons — inadequately trained workers, existing work rules, overemphasis on engineering —workers at certain factories rarely resolved problems themselves. (The lone exception was factory E, a new plant where engineering efforts dominated.)
In the second model, factories went to the other extreme, giving complete responsibility for technical problem solving to the workers. At factories F and G, workers were encouraged to resolve problems in teams. Believing that daily technical problems were not their concern, the engineers focused mainly on developing new processes, new products, and new equipment. Managers at these two factories had good intentions, believing that empowerment of workers would lead to better performance. Under this quality-circle type structure, workers were highly motivated, working passionately on various improvement projects. However, manufacturing and process engineers, given the option, rarely joined them in their problem-solving efforts. As a result, the worker teams became demotivated, not having the skills and technical knowledge to get at the root cause of many of the process problems they were facing. (At the time of my interviews, managers at plant F were trying to integrate engineers into the quality teams, as mentioned in Model 3 of Table 2).
The third model was adopted by factories B, C, J, E, and F. Engineers and workers jointly worked on special and chronic process problems. At these factories, management recognized that the two parties brought different strengths to the problem-solving effort. Engineers brought technical skills and an inherent ability to understand complex problems; workers brought their experience with a variety of situations and contingencies, and a close knowledge of the process equipment and the actual shop-floor context.15 From a process standpoint, it was clearly evident that this joint problem-solving model was successful. Factories B and C were a cut above the rest in terms of overall factory performance and an ability to understand the process in detail. Factory performance at plants E and F improved substantially as a result of their respective transitions from Models 1 and 2 to Model 3.
It appears that the first model (technical specialization) enables use of explicit process information, but lacks the input of tacit knowledge and provides limited opportunity to reduce ambiguity. The second model (empowerment without technical expertise) is capable of providing only limited technical information, because workers are not necessarily capable of reducing the ambiguity associated with technical problems. The third model (ongoing technical learning), which emphasizes joint engineer-worker problem solving and the implied “collaborative group of engineers” approach (communities-of-practice), appears capable of resolving ambiguity, while providing access to most of the tacit and explicit information required.16 (This observation provides some rationale for the recommendations regarding worker-engineering teams found in the quality-management literature.) This assessment suggests that multiple models of problem solving can be simultaneously followed in complex processes, that is, different tasks may be suitable for different problem-solving approaches. It also supports arguments for upgrading worker skills when changing to automated, computer-controlled processes, so that workers can assume responsibility and become the link in the “learning loop” between workers and engineers.17
Learning from Experiments.
One indication of how well a production process works is the quality of products produced by the system, that is, the extent to which the overall process is “under control.” The conformance quality of products produced by any process is the result of better knowledge about product, process, equipment, procedures, and other elements of the production system. For complex processes, knowledge of cause-and-effect relationships is limited, and frequent experimentation is necessary to add to the knowledge about the process.18 While substantial improvements in manufacturing processes come from eliminating possible causes of error —human or machine — experiments are a less expensive way of doing so.19 For example, quality (yield) improvements in complex processes such as semiconductor manufacturing come from persistent experimentation with process parameters.
However, experimentation is effective only when the “noise” in the process is low. This means, as my field interviews revealed, running well-designed experiments, not running too many of them simultaneously, and always conducting a thorough analysis of the results (this, of course, is true for both complex and other processes). The contrast between two field sites belonging to the same multinational firm in terms of how they used experiments was interesting. At high-performing factory B, experiments were carefully designed, executed, and scheduled “centrally.” The engineering manager ensured that they were not interfering with regular production or with other experiments. In contrast, factory F found that soon after it introduced any process changes recommended by the business unit R&D lab, factory yields dropped for several weeks. In reality, due to lack of agreement between the lab and factory results, a culture of unbridled experimentation had taken root. Any change was followed by weeks of tinkering with process parameters — engineers and production supervisors ran their own local experiments — until the process appeared to settle down. The factory had invested in an expensive data-gathering system to support such experimentation efforts, but the statistician at the factory had a tough time understanding the results due to the “noise”! Although everybody knew about the principles of designing experiments, the organization was unable to manage its experimentation activities.
Clearly, to ensure that the resultant product/process is robust, experiments are essential for any setting that introduces a new product, process, or equipment, or that changes a parameter.20 Complexity in processes mandates that such experiments be conducted — and conducted properly — in order to develop a better understanding of the process and the inherent interactions. Organizations that make an added effort to learn from such efforts will succeed.21
The Need for Routines
Managing complex processes also requires minimizing the possibility of increasing the complexity of a process. It is necessary to avoid additional complexities resulting from improperly following procedures or process specifications. While total quality management-type organizational routines are essential anywhere, they become doubly important for complex processes. Process complexity requires the use of codified procedures that encapsulate prior knowledge needed to resolve difficult problems.22 Given the complexity of the production process and the production equipment, new production technologies and equipment must be implemented carefully.
An important organizational routine pertains to the implementation of new designs for products and processes. Allen describes product design as a process of creating, processing, codifying, and sharing knowledge.23 During my field interviews, I focused on the codification and routinization of the set of activities involved in implementing changes for existing picture tube designs. Managers can implement the last step in a design using detailed procedures (by specifying in writing elements such as component specifications, equipment operating parameters, test procedures, and control parameters) and/or by using informal routines developed by organization members (organizational routines). Manufacturing and quality managers at more than half of the ten case-study plants complained that lax design implementation procedures were a major cause of quality problems.
In plants C and E, the two Japanese plants, established routines were well understood, and each step of the tube design and design launch process was meticulously implemented. In fact, the design and process engineers at these two plants — in consultation with quality and manufacturing — were directly responsible for implementing new designs or design changes. In contrast, managers of at least two U.S. plants (plants D and F, both not owned by Japanese companies) and one European plant (plant A) said that their plants lacked such meticulousness. However, they were convinced that such nonglamorous work was the key to manufacturing a good product and that not doing such work could become the weak link in the process chain.24
A second part of this notion of minimizing unnecessary complexity is the need to encapsulate knowledge of routine process problems into some kind of database of problems and solutions. At each plant I visited, the first step in resolving a breakdown in the line or a quality problem was getting information about the state of the process and determining if a similar problem had arisen before. However, plants used somewhat different approaches. (My plant interviews did not reveal significant differences in the effectiveness of these approaches.) Plants A, F, and J used distinct categories of process problems that fully describe the nature of the problem, possible causes, and typical solutions. Whenever a process problem occurred, they promptly classified and compared it with previous problems in the same category to see if a previous solution would apply to the current problem. At plants B, C, and E, the approach to leveraging prior knowledge of such process problems was more tacit and involved immediate exchanges and conversations among experienced engineers, supervisors, and workers in different production areas.
The third observation relates to implementing production technologies and equipment, a process that requires organizational facilitation and adaptation efforts before and after installing the automation. (The issue of production technology implementation is popular among production and engineering managers and researchers,25 and my case study observations confirmed prior findings.) Such efforts include modifying the equipment and the process, establishing organizational procedures, and occasionally changing component (and supplier) and customer specifications. Data collected during on-site discussions with managers and engineers suggest that sometimes they neglect these types of adaptation efforts — perhaps due to lack of incentives —even though they are not necessarily difficult. Nevertheless, since the production equipment used in complex processes is typically more complicated and integrated (involving greater process knowledge),26 efficiently managing the implementation of complex processes is critical.
Following is an example of how minor implementation issues can cause major problems. Plant F installed a sophisticated robot to automate the process of assembling the shadow-mask and glass faceplate (two components of the picture tube that require precise alignment). Soon after automating the assembly process, conformance at the end of the process fell off sharply due to poor “color separation” (a picture tube problem in which the colors appear to be out of focus). Engineers spent several months investigating several parts of the process trying to understand the problem. Finally, they discovered that the root cause was inaccurate seating between the mask and the faceplate, which in turn resulted from minuscule distortion caused by the thermal stresses of welding and the tension caused by the robot “gripping handles” of the automated equipment. After engineers understood this, they easily fixed the problem. Instead of welding four brackets onto the shadow-mask simultaneously, three brackets were first welded onto the glass faceplate, then the shadow-mask was mounted, and then the fourth bracket was welded. By the time the fourth bracket was welded, the first three brackets had had time to adjust to the thermal and physical stresses. Thus, a simple process change enabled the new production equipment to work perfectly! Had this plant been more careful and systematic about making necessary adaptations of process and equipment, such a problem might never have occurred.
Although all factories had examples of “good” technology implementations, the key lesson gleaned from my discussions with managers is that an emphasis on — actually an obsession with — adaptation is important. The two high-performing plants — as well as a couple of the average performers — had incorporated many of lessons from the technology implementation literature into their quality manuals. They were convinced that if they could take care of the simple things, they would avoid unnecessary complications and would be able to handle difficult situations well!
These practices involve the use of procedures and routines to minimize process complexity. First, specifying design-release procedures helps establish organizational routines, which in turn avoids unnecessary process problems. Second, using mechanisms to leverage prior knowledge of process problems avoids the need to reinvent process knowledge and speeds up problem solving. Third, effectively implementing new production equipment avoids adding to the already high level of process complexity.
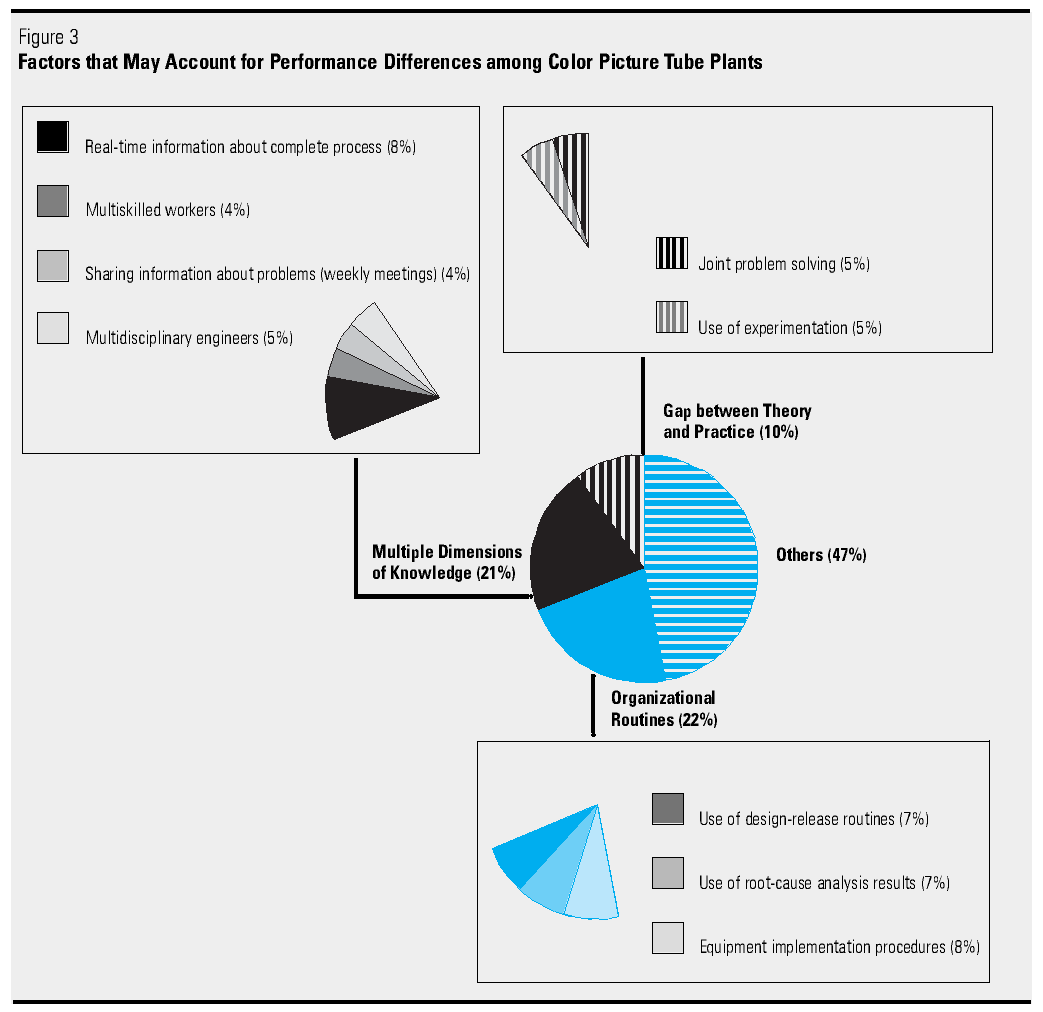
Survey Results
After completing my case studies, I conducted an industry survey to provide additional support for my initial findings (see sidebar about research methods).27 Overall, I expected high-performing plants to be using the organizational and management practices that I described earlier. I then conducted a series of hierarchical and step-wise regression analyses to identify the factors that explain performance differences across plants in this industry — the practices described in these case-study findings accounted for 53 percent of the performance differences across the fifty-four plants. (See Figure 3 and the sidebar about approaches to managing complexity.)
{kind=link}
Moving from Control to Learning
Field study observations and survey results confirmed my a priori assumption that complex processes impose added management challenges, requiring extensive knowledge, and thus greater engineering capability, breadth of knowledge, and an ability to understand interactions. Greater use of and sharing of process information is also called for between process steps. Also, contrary to the traditional view, successful shop-floor strategies for complex processes emphasize upgrading worker skills rather than downgrading them.28 Complex technical problems are best solved by joint worker-engineer problem solving and effective experimentation. Finally, complexity requires the use of coping mechanisms, for example, organizational routines such as thorough design-release procedures or production-technology implementation practices.
The preceding discussion provides reasonable support for the effectiveness of individual work practices. However, collectively, these practices highlight the differences between two contrasting forms of managing processes — control and learning.29
For situations and processes that are well understood, Bohn and Jaikumar argue that such a process or organization has achieved the “highest stage of knowledge.”30 Most contingencies can be anticipated and the organization can be structured with clearly specified tasks for workers, optimal specifications by engineers, and well-defined goals for management. This illustrates the control paradigm, one that is also partially reflected in lean manufacturing principles.
In contrast, for uncertain and ambiguous settings, the process of problem recognition, definition, and solution is likely to differ for every problem. To deal with such contingencies, key organizational tasks include acquiring better knowledge about product and process and establishing a culture of problem solving. Also, when employing a learning-based paradigm, incentives must be present for knowledge acquisition and learning through errors and risk taking. (See the sidebar about approaches to managing complexity.)
Conclusions
In this article, I suggest that process complexity imposes special demands on factory management, requiring the use of the learning-based paradigm. An understanding of the degree of complexity and the type of manufacturing process can help plant managers decide how to organize their factories. For example, one aspect of this study suggests that factory engineers should continuously update and integrate their technical knowledge. How should factories organize their engineers to make this happen? Since sharing of technical knowledge is key, dividing engineers into two groups — one organized by function (i.e., process stage) and the other by performance dimensions — is an innovative approach observed at one factory. Similarly, my findings on other dimensions, such as the learning-based model of problem solving, the centralized scheduling of learning experiments, and the mutual adaptation of equipment automation and process design, can provide managers with insights on how to select and install new production equipment and processes to improve quality and productivity at their factories. Feedback from managers (in reply to my project reports and site presentations) suggested that certain findings are being adopted by some of these picture tube factories.
On a broader level, as Drucker suggests, complexity, uncertainty, and ambiguity are likely to be the hallmarks of tomorrow’s production and business systems.31 Furthermore, complexity and uncertainty are relevant not only for manufacturing, but also for R&D, as well as product and process development; recent studies in the highly turbulent biotechnology and software industries indicate that new ways to manage product and process development are required. The common theme across such settings is the ability of an organization to create, acquire, process, and retain new knowledge, particularly in the face of complexity, uncertainty, and rapid change.
References
1. Two recent examples are:
R.J. Schonberger, Japanese Manufacturing Techniques (New York: Free Press, 1982);
J.F. Krafcik, “Triumph of the Lean Production System,” Sloan Management Review, volume 30, Fall 1988, pp. 41–52; and
J.P. Womack, D.T. Jones, and D. Roos, The Machine that Changed the World (New York: Maxwell Macmillan International, 1990).
2. For lean manufacturing practices in the auto industry, see:
Womack et al. (1990).
For high-tech manufacturing, computer-integrated manufacturing, and flexible manufacturing, see:
P.S. Adler, “New Technologies, New Skills,” California Management Review, volume 29, Fall 1986, pp. 9–28.
R. Jaikumar, “Postindustrial Manufacturing,” Harvard Business Review, volume 86, November–December 1986, pp. 69–76; and
J.L. Burbidge, Production Flow Analysis for Planning Group Technology (Oxford: Oxford University Press, 1989), chapters 1–3.
3. A. Khurana, “Quality in the Global Color Picture Tube Industry: Managing Complex Industrial Processes” (Ann Arbor, Michigan: University of Michigan Business School, Ph.D. diss., 1994), p. 56 and p. 57; and
K. Singh, “Managing Complexity in Organizations” (Ann Arbor, Michigan: University of Michigan Business School, Ph.D. diss., 1993), pp. 35–57.
For definitions of complexity, see:
H.A. Simon, The Sciences of the Artificial (Cambridge, Massachusetts: MIT Press, 1969), p. 86; and
W.R. Ashby, Design for a Brain (New York: John Wiley, 1960), p. 213
For natural systems, see:
B.A. Huberman and T. Hogg, “Complexity and Adaptation,” Physica, volume 22D, Fall 1986, pp. 376–384;
S. Wolfram, “Approaches to Complexity Engineering,” Physica, volume 22D, Fall 1986, pp. 385–399; and
L. Peliti and A. Vulpiani, Measures of Complexity (New York: Springer-Verlaag, 1988).
For examples of complexity in manufacturing, see:
S. Kotha and D. Orne, “Generic Manufacturing Strategies: A Conceptual Synthesis,” Strategic Management Journal, volume 10, March–April 1989, pp. 211–231;
W.W. Cooper, K.S. Kingshuk, and R.S. Sullivan, “Measuring Complexity in High-Technology Manufacturing: Indexes for Evaluation,” Interfaces, volume 22, August 1992, pp. 38–48; and
Y. Kim and J. Lee, “Manufacturing Strategy and Production Systems: An Integrated Framework,” Journal of Operations Management, volume 11, January 1993, pp. 3–15.
For computers, technology, and products, see:
Huberman and Hogg (1986);
Wolfram (1986);
G.B. Scuricini, “Complexity in Large Technological Systems” in L. Peliti and A. Vulpiani (1988), p. 94; and
J. Hagel, “Managing Complexity,” McKinsey Quarterly, volume 1, Spring 1988, pp. 2–23.
For complex organizational structures, see:
C. Perrow, Complex Organizations (New York: Random House, 1967), pp. 119–156;
C. Perrow, Normal Accidents: Living with High-Risk Technologies (New York: Basic Books, 1984), pp. 85–86;
L.E. Davis and J.C. Taylor, “Technology, Organization, and Job Structure,” in R. Dubin, ed., Handbook of Work, Organization, and Society (Skokie, Illinois: Rand-McNally, 1976); and Kotha and Orne (1989).
4. This categorization oversimplifies the multifaceted nature of complexity and understates the ongoing debate and research on complexity. See references cited in footnote 3.
5. See Womack et al. (1990); also see:
J.P. MacDuffie, K. Sethuraman, and M.A. Fisher, “Product Variety and Manufacturing Performance: Evidence from the International Automotive Assembly Plant Study,” Management Science, volume 42, March 1996, pp. 350–369; and
Cooper et al. (1992).
6. A disk drive is systemic, comprising the electronic controls, magnetic storage platters, read/write head mechanism, and the drive motor, each of which comprises many components. Changes in any one component can significantly impact other subsystems and the overall performance of the system (such as expected operating life, average seek time, average access time, and data transfer rates). An example of the systemic nature of the drive comes from the efforts to reduce the size of disk drives from the 3.5-inch to the current 1.5-inch standard. Manufacturers did not simply reduce the size of the components, although they might have done so if the disk drive technology were decomposable. Instead they developed new magnetic coatings, higher-speed motors, smaller high-reliability heads that could tolerate higher temperatures, and microelectronic controls.
For many subsystem technologies, system redesign requires a quantum leap! See:
Singh (1993).
7. Weick and Buchanan and Bessant describe how, at a pigment manufacturing plant, because of a poor understanding of pigment chemistry, manufacturing faced “stochastic,” i.e., random and unpredictable, events almost continually. See:
K.E. Weick, “Technology as Equivoque: Sense-making in New Technologies,” in P.S. Goodman and L.S. Sproull, eds., Technology and Organizations (San Francisco: Jossey-Bass Publishers, 1990), pp. 1–44; and
D.A. Buchanan and J. Bessant, “Failure, Uncertainty, and Control: The Role of Operators in a Computer-Integrated Production System,” Journal of Management Studies, volume 22, number 3, 1985, pp. 292–308.
8. Mukherjee and Jaikumar suggest two paradigms for process control. The statistical process control (SPC) approach — they call it the “6-sigma” paradigm — breaks the process stages into individual steps for independent control (e.g., using SPC). The “production theory” approach suggests that for more dynamic environments in which cause-effect relationships for the process are not well known, traditional process control methods are inapplicable, necessitating a more integrated approach that emphasizes acquiring fundamental knowledge about the process. See:
A. Mukherjee and R. Jaikumar, “Paradigms of Process Control” (Fontainbleau, France: INSEAD, working paper 93/76/TM, 1993).
9. Production systems are often classified on the basis of the complexity of the manufacturing technology and the continuity of manufacturing. See:
J. Woodward, Industrial Organization: Theory and Practice (London: Oxford University Press, 1994), pp. 35–49;
F.M. Hull and P.D. Collins, “High-Technology Batch Systems: Woodward’s Missing Type,” Academy of Management Journal, volume 30, December 1987, pp. 786–797;
Kotha and Orne (1989); and
Kim and Lee (1993).
10. Following is a brief explanation of my complexity assessment for products and processes. Job shops handle unit or one-off products requiring substantial development effort. While many such products are not complicated, lack of standardization results in less chance to thoroughly understand the product, including interactions among components and subsystems. For assembly lines, most products are more complicated than for job shops. They involve several assembled components. Issues of fit, physical interactions, and overall performance are critical, and interactions and nondecomposability are relevant. The increasing use of microelectronics in assembled products has created new dimensions of interactions and problems in understanding systemic performance. In regard to process, assembly lines involve some interactions between process steps. In continuous processes, such as those used for chemicals, paper manufacturing, or pharmaceuticals, the product is often simple, although development of chemical or pharmaceutical formulations may take a long time. The basic chemical formulation (the product) is not affected by interactions, and, since it is a single entity, it is not decomposable. However, the production process is sensitive to operating parameters at different points in the process, i.e., multiple process interactions are involved. In addition, the process often operates through heuristics due to incomplete understanding of all process parameters and variability in environmental operating conditions. Also, the process is not complete until all or most stages are complete; disruptions in the process often result in rejection of the batch. Thus, continuous processes are nondecomposable.
11. The electron gun translates the input TV signal into controlled bursts of electrons on the TV screen, resulting in the TV image we see.
12. Higher complexity may characterize the picture tube industry because it has never been as resource-rich as some others. This translates into lower investments in clean rooms and production technology automation, resulting in numerous, poorly understood process interactions, and a technology that is not fully embodied in machines and thus requires multiple levels of understanding.
13. Womack et al. (1990); and J.P. MacDuffie, “Beyond Mass Production: Flexible Production Systems and Manufacturing Performance in the World Auto Industry” (Cambridge, Massachusetts: MIT Sloan School of Management, Ph.D. diss., 1991).
14. W.B. Chew, D. Leonard-Barton, and R.E. Bohn, “Beating Murphy’s Law,” Sloan Management Review, volume 32, Spring 1991, pp. 5–16.
15. Workers devise solutions to problems because engineers do not have time to approve every solution. Only by working on the shop floor or consulting shop-floor workers or technicians can engineers keep abreast of the processes and understand the opportunities for process improvement. See:
J.S. Brown and P. Duguid, “Organizational Learning and Communities-of-Practice: Toward a Unified View of Working, Learning, and Innovation,” Organization Science, volume 2, February 1991, pp. 40–57.
16. Brown and Duguid (1991);
Mukherjee and Jaikumar (1993); and
A. Mody, “Firm Strategies for Costly Engineering Learning,” Management Science, volume 35, April 1989, pp. 496–511.
17. G.I. Susman and R.B. Chase, “A Socio-technical Analysis of the Integrated Factory,” Journal of Applied Behavioral Science, volume 22, March 1986, pp. 257–270.
18. Bohn and Jaikumar’s “stages of knowledge” framework states that as complexity increases, a higher stage of knowledge becomes necessary. New processes typically start at a lower stage of knowledge, and, as cumulative knowledge becomes available, they progress to a higher stage. See:
R. Bohn and R. Jaikumar, “The Development of Intelligent Systems for Industrial Use: An Empirical Investigation,” Research on Technological Innovation, Management and Policy, volume 3, 1986, pp. 213–262.
19. C.H. Fine, “A Quality Control Model with Learning Effects,” Operations Research, volume 36, May–June 1988, pp. 437–44; and
R. Bohn, “Noise and Learning in Semiconductor Manufacturing,” Management Science, volume 41, January 1995, pp. 31–42.
20. G. Taguchi and D. Clausing, “Robust Quality,” Harvard Business Review, volume 68, January–February 1990, pp. 65–72.
21. G. Pisano, The Development Factory (Boston: Harvard Business School Press, 1997), pp. 25–49.
22. R.R. Nelson and S.G. Winter, An Evolutionary Theory of Economic Change (Cambridge, Massachusetts: Harvard University Press, 1982), p. 104.
23. T.J. Allen, Managing the Flow of Technology (Cambridge, Massachusetts: MIT Press, 1977), pp. 1–16.
24. The differences between Japanese-owned and non-Japanese plants may partly be explained by differences in the organization of design-related responsibilities at the factory. In the Japanese plants, design and process engineers led the implementation of new designs or design changes. After implementing a change, production engineers, quality engineers, and the manufacturing department were responsible. In contrast, in all but one non-Japanese plant studied, interfunctional coordination was critical because up to six departments were involved — design, process engineering, quality, production engineering, purchasing, and manufacturing — but no single department or group took full responsibility. An exception existed at one of the non-Japanese plants (plant B): only design and process and quality engineering assumed joint responsibility for implementing a change.
25. D. Leonard-Barton, “Implementation as Mutual Adaptation of Technology and Organization,” Research Policy, volume 17, October 1988, pp. 251–267;
J.E. Ettlie and E.M. Reza, “Organizational Integration and Process Innovation,” Academy of Management Journal, volume 35, October 1992, pp. 795–827; and
M.J. Tyre and O. Hauptman, “Effectiveness of Organizational Responses to Technological Change in the Production Process,” Organization Science, volume. 3, August 1992, pp. 301–320.
26. Managers explained how individual pieces of equipment on the picture tube line had become increasingly sophisticated, resulting in many factories hiring mechanical, electronics, and software engineers with advanced degrees. Four of the ten factories in the study employed engineers with doctoral degrees in their equipment groups. This is consistent with prior research observations. For example, Polanyi argues that for complex processes, a substantial part of the knowledge is embodied in the production equipment. Huber suggests that over time machines become more complex because they encapsulate previous knowledge. See:
M. Polanyi, The Tacit Dimension (Garden City, New York: Doubleday Anchor, 1967); and
G.P. Huber, “Organizational Learning: The Contributing Processes and the Literatures,” Organization Science, volume 2, February 1991, pp. 88–115.
27. Khurana (1994).
28. Woodward (1965); and
Susman and Chase (1986).
29. S.B. Sitkin, K.M. Sutcliffe, and R. Schroeder, “Distinguishing Control from Learning in Total Quality Management: A Contingency Perspective,” Academy of Management Review, volume 19, July 1994, pp. 537–564.
30. Bohn and Jaikumar’s “stages of knowledge” framework is similar to the control versus learning perspective. Noncomplex processes are at a higher stage of knowledge and are effectively able to use the control paradigm. See:
Bohn and Jaikumar (1986).
31. P. Drucker, “The Emerging Theory of Manufacturing,” Harvard Business Review, volume 68, May–June 1990, pp. 94–102.
Comment (1)
Prof.Rammohun Nathanael