Manufacturing Innovation: Lessons from the Japanese Auto Industry
The fact that Japanese manufacturers made tremendous inroads on the global automobile market during the 1970s will surprise nobody. What may surprise many is that Toyota’s productivity rates exceeded U.S. manufacturers’ as long ago as the 1960s. Business historian Michael A. Cusumano details the spectacular developments in Japanese productivity, quality, and process flexibility that have occurred over the past thirty years. His findings complement those of John F. Krafcik, whose companion piece, “Triumph of the Lean Production System,” appears elsewhere in this issue.
Topics
Several studies published in the 1980s indicated that Japanese firms, led by Toyota, have achieved the highest levels of manufacturing efficiency in the world automobile industry. Physical productivity, which reflects the “throughput” speed for completing products and the amount of labor required, has been significantly higher than in most U.S. plants (although differences vary by company and U.S. firms have made improvements in recent years).1 Japanese auto producers have also demonstrated rates of inventory turnover (sales divided by work-in-process and finished goods, or the cost of goods sold divided by work-in-process) several times those of U.S. firms.2 (Inventory turnover is a useful measure of efficiency, since it reflects how well firms manufacture to meet market needs rather than production schedules. It also reflects how effectively they reduce the number of parts and semifinished goods; these add to operating costs and often cover up inefficient practices or process errors.)
High productivity and other aspects of process efficiency, such as rapid inventory turnover, help solve a problem as old as mass production itself: that the conventional factory tends to produce huge lots of standardized components, while consumer markets demand a variety of products at low prices. Looking for the reasons Japanese companies have managed this problem so well, many authors cite the contributions of Japanese workers and Japanese culture. However, the performance of Japanese firms in auto production depends not on the employment of Japanese workers but on Japanese innovations in technology and management. Perhaps the most important innovations challenged fundamental assumptions about mass production. These consisted of revisions in American and European equipment, production techniques, and labor and supplier policies introduced primarily in the 1950s and 1960s, when total Japanese manufacturing volumes and volumes per model were extremely low by U.S. (or European) standards.
While Japanese “good practices” are potentially applicable to any market, U.S. and other non-Japanese managers must first understand and then consider adapting some of these techniques. This article is meant to promote that understanding by summarizing some of the major findings from a five-year study of the Japanese automobile industry focusing on Nissan and Toyota.3 A major objective of this study was to explain Japanese innovations in production management by exploring the reasoning behind them as well as their evolution over time, while simultaneously documenting observable improvements in productivity and inventory levels. The concluding section of this article suggests what managers might learn by examining not only the nature of Japanese competition, but the potential role of manufacturing as a source of competitive advantage.
Historical Myths and Realities
Automobile mass production began in the U.S., with Ford achieving volumes of over two million per year for one model during the 1920s. Some observers of Japan have assumed, as a result, that Japanese firms copied U.S. manufacturing equipment and techniques and then benefited from workers with better educations and more cooperative attitudes. Indeed, various authors have suggested that superior performance in manufacturing is linked to the unique characteristics of Japanese employees. However, if the performance of Japanese firms in the automobile industry depends primarily on the unique characteristics of Japanese employees in Japan, then one would expect Japanese auto plants in the U.S. to perform no better than factories run by U.S. companies.
This is not the case. Japanese-run automobile plants located in Tennessee (Nissan), Ohio (Honda), and California (the Toyota-GM NUMMI joint venture) have demonstrated higher levels of productivity and quality, and nearly equivalent process flexibility (the ability to assemble a number of distinct models on the same lines without reducing productivity or quality) compared with U.S. factories and Japanese plants in Japan.4
In addition, not all Japanese automakers copied and imported American or European equipment and production-management techniques. Those who preferred in-house experimentation created opportunities for learning, as well as innovation and improvement. During the 1930s and 1950s Nissan, Isuzu, Mitsubishi, and Hino assembled European and American vehicles under license, largely using conventional mass-production technology developed in the U.S. These models accounted for 30 percent of Japanese car production from 1953 to 1959.5 But the largest postwar Japanese producer, Toyota, deliberately avoided copying foreign models or techniques and focused on developing a more efficient production system uniquely tailored to the needs of the Japanese market. Toyota adopted innovation in production management as an integral part of its competitive strategy and then spent the 1950s and 1960s making this strategy work.
Thus Toyota, and then other Japanese automakers, did not simply implement conventional mass-production processes more effectively; they made critical changes in U.S. procedures and concepts. Their creativity led to greater flexibility in equipment and labor, lower in-process inventories and higher overall turnover rates, more attention to process quality, and, ultimately, higher levels of productivity. Furthermore, during the 1960s and 1970s, rather than copying U.S. or European practices, Japanese automakers such as Hino, Daihatsu, Mazda, and Nissan copied production techniques introduced at Toyota in the 1950s and 1960s.
Others have suggested that superior performance can be linked to management emphasis on long-term growth in market shares, which leads to large production volumes and accumulations of experience.6 (This thesis is frequently presented by the Boston Consulting Group to account for the performance of Japanese firms in a number of manufacturing industries.) Instead, efficient manufacturing, and gradually improved designs, might themselves have led to higher sales and higher market shares. In fact, Toyota and Nissan, the top producers in the Japanese auto industry, appear to have matched or surpassed U.S. productivity levels by the late 1960s, though annual production levels were far below those of their counterparts in the U.S. at the time (see Table 1).
Finally, some link high Japanese productivity to higher levels of capital investment per worker. Even avoiding the use of exchange rates and using purchasing power parity data for capital equipment, in 1983 workers at Nissan and Toyota had two to two and a half times as many fixed assets (plant, property, and equipment) as their counterparts at GM, Ford, and Chrysler. This suggests that Japanese workers were twice as productive because of investment levels that were twice as high.
But a historical perspective leads to a different conclusion. When Toyota and Nissan matched and then doubled U.S. productivity levels in the 1960s, capital stocks per employee and per vehicle produced were comparable to U.S. firms. Furthermore, the amount of fixed assets required to produce one vehicle by the late 1970s and early 1980s was roughly equivalent in Japan and in the U.S. Only because “throughput” per worker per year was twice as high in Japan did workers at Nissan and Toyota show twice as many fixed assets each. In other words, Japanese automakers required half as many workers to produce a single car, and these fewer workers used as much capital to do it as U.S. workers. Since capital productivity was not higher in Japan than in the U.S., it had to be other factors, not simply greater investment, that led to higher productivity.7
The Need to Produce Efficiently at Low Volumes
An examination of Toyota and Nissan in the years after World War II reveals an overriding concern with “small-lot” production. In order to become more efficient than U.S. automakers, manufacturers needed to produce a wider variety of models at extremely low volumes relative to the U.S. or Europe; they also needed to keep their costs low, since they faced a rising number of competitors. This contradicted the mass-production philosophy pioneered by U.S. auto producers, which attempted to lower costs by minimizing product diversity and maximizing economies of scale, and which Japanese manufacturers imitated before and during World War II.
Get Updates on Transformative Leadership
Evidence-based resources that can help you lead your team more effectively, delivered to your inbox monthly.
Please enter a valid email address
Thank you for signing up
During the war, Japanese automakers used American-style mass-production equipment and techniques for trucks, since they produced these models in relatively large runs (compared to passenger cars) and with few changes. For example, it was possible to machine or stamp thousands of identical components, as U.S. manufacturers did for much higher volumes, and store the excess for future months. The protected market that existed in Japan from 1936 to 1945 and then from 1953 until the mid-1970s ensured high prices, permitting this expensive use of equipment.
Nissan’s history illustrates this strategy. In the mid-1930s, Nissan entered into an agreement with Graham-Paige (which sold out to Dodge before World War II) and bought specialized and expensive American machine tools and stamping presses to produce the U.S. company’s standard-size truck. A dozen high-salaried American engineers came to Japan for two years and set up operations. Nissan then sold nearly all its output, at rather high profit margins, to the Japanese army until 1945 and continued to make the same truck and engine, with only minor changes, until the late 1950s.
After World War II, when the military market disappeared (except for some truck sales to the U.S. armed forces), Nissan, Toyota, and other Japanese automakers had to make the transition from trucks and buses (about 95 percent of production in 1950) to passenger cars. (Car production at the leading Japanese automakers rose from merely 5 percent of output in 1950 to about 65 percent by 1970.) Passenger vehicles also came to require more equipment and options, as well as a variety of styles and more frequent model changes, especially as the Japanese companies improved their vehicles incrementally. Nissan and Toyota, for example, went from producing only two basic models each circa 1950 — one standard-size truck and one small truck, which was fitted with a car body to create a passenger vehicle — to several models each by the end of the 1950s.
In 1950 Japanese auto production consisted of 31,597 cars and trucks — little more than one day’s output for the U.S. auto industry. Four local companies — Nissan, Toyota, Isuzu, and Hino — shared the market. Believing that such low volumes per model would perpetuate high costs and make it difficult for Japan to compete in international markets, Japan’s Ministry of International Trade and Industry (MITI) adopted two major policies. The most successful was to help domestic auto producers cover their high costs by limiting imports to about 1 percent of the Japanese market following the postwar U.S. occupation. Prices for Japanese-made vehicles still dropped between the early 1950s and the early 1970s, since six more companies — Mitsubishi, Honda, Mazda, Daihatsu, Suzuki, and Prince (which merged with Nissan in 1966) — entered the field by the early 1960s. However, since the domestic market grew faster than supply, each company made a significant profit.
Another policy, which was largely a failure, was an attempt to “rationalize” the auto industry by encouraging mergers and specialization. Right after World War II, MITI tried to convince firms to abandon passenger car production. Again during the 1960s, MITI wanted to reduce the number of producers competing in the industry to raise scale economies for any one manufacturer. But most company executives saw great potential in the auto industry and repeatedly refused to bow to the wishes of government planners.
An additional incentive to increase productivity and reduce costs was the Japanese automakers’ desires (beginning in the late 1950s) to expand car sales beyond the limits of the small domestic market. However, because of high prices (which did not match international levels until the late 1960s) and problems in some design features and components, exports were still only about 20 percent of total production as late as 1970, and did not exceed 50 percent of output until 1977.8
Departing from U.S. Practices
In the lean years following World War II, Japanese managers were not sure how to accommodate these changing market needs and the potential export requirements of low-cost, high-quality vehicles. Not surprisingly, many Japanese managers, especially at Nissan, first believed that the best way to compete in automobile manufacturing was to continue to copy as closely as possible the best techniques perfected at Ford, GM, and other mass producers.9
The U.S. model for mass production involved a set of techniques and concepts that assumed the following practices were most efficient: high levels of worker and equipment specialization; extensive automation; long production runs on huge machines requiring long setup times; large manufacturing scales with buffer stocks to keep the expensive machines and specialized workers constantly active; and the “push” concept of production control. (The push concept involved manufacturing and delivering components according to a master schedule, which was designed to keep machines running and components coming in despite problems that might develop at a few stations or suppliers.)
To inspect all the components made in huge lots required too many inspectors, so companies adopted statistical sampling techniques to test a few parts and determine if any entire lot met an “acceptable quality level” even though this meant some defectives would pass through the system at every stage. U.S. automakers also tried to bring in-house as much of components production and assembly as possible, to ensure acceptable levels of price, quality, and supply.
Increasingly, however, Japanese managers, led by Toyota’s Taiichi Ohno, realized that the best way to manufacture in volumes far smaller than were common in the U.S. or even Europe was to increase the “flexibility” and utilization of the key elements in their manufacturing systems-equipment, workers, and suppliers. They also sought to lower, as much as possible, investment needed for in-house personnel, factory or warehousing space, and variable costs such as in-process or finished-goods inventories. While individual Japanese automakers made these changes with varying degrees of success and in different years, all pursued three basic policies.
Just-in-Time Manufacturing.
Before 1950 at Toyota and in the mid-1950s at Nissan, managers introduced the “just-in-time” (JIT) concept for in-house production (or assembly) and deliveries of components. This required several departures from U.S. practices. Faster setup times for machine tools and stamping presses (techniques first written about in the U.S. and incorporated in American equipment such as Danly stamping presses) meant that each piece of equipment could be used for different models or components without long waiting times. Tighter synchronization between subassembly production, parts deliveries, and final assembly increased equipment utilization and reduced in-process inventories, while mixed scheduling of different components or models on single machines or assembly lines avoided specialized but underutilized equipment and workers. Finally, broader job specifications allowed managers to get by with less workers through shifting people to different jobs as needed at any given moment.
These modifications appear to have resulted in higher productivity as workers learned how to operate several different machines simultaneously, and did much of their own machine maintenance, janitorial work, and inspection, especially in times of slow demand. The discipline imposed by the just-in-time pace, reduced buffer stocks of extra components, and the small-lot production philosophy also tended to improve quality Because workers could no longer rely on extra parts or rework piles if they made mistakes, they paid more attention to what they were doing. Since they made only a few parts at a time for the stations immediately ahead of them, rather than large lots to store in inventory for weeks or months, more rapid throughput on the line also led to rapid “feedback” between stations regarding process problems or defects. Small lots thus seem to have improved learning rates and reduced defectives, both of which resulted in higher yields — another boost to productivity.
Temporary Reduction of Process Complexity.
A second policy was to reduce unnecessary complexity in product designs and manufacturing processes. Nissan and Toyota accomplished this by standardizing components across different car and truck lines, eliminating wasteful “annual model changes” and limiting the number of options available to customers. Until recent years, some Japanese automakers offered models in only two combinations — standard and deluxe. Some export models still come with prepackaged options.
The increasing flexibility of assembly lines and small-lot production, on the other hand, made it possible to introduce gradually a greater variety of models, options, and variations for different export markets — with little or no decrease in productivity. Nissan and Toyota actually doubled the number of models they were offering between the mid-1960s and 1980s and dramatically improved product sophistication and overall quality, while maintaining high rates of productivity. This observation — that, with the type of production techniques pioneered in Japan, there need not be any “tradeoffs” between productivity and quality — has recently been confirmed in an MIT survey of major auto assembly plants in Japan, the U.S., and Europe.10
Vertical “De-Integration.”
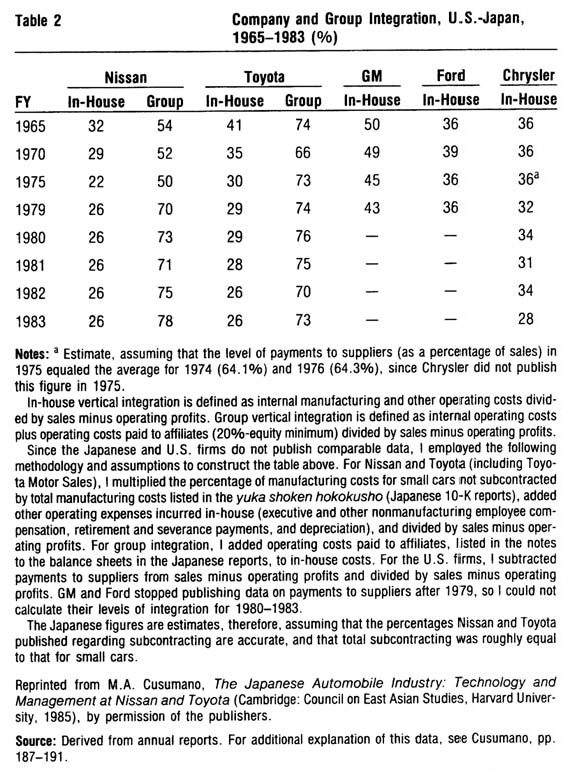
The third policy involved decreasing levels of in-house vertical integration between component production and final assembly, while building up networks of lower-wage subsidiaries (and other subcontractors). Toyota began establishing a network of suppliers in the late 1930s and founded all its major subsidiaries during the 1940s. While Nissan took longer to set up a supplier network, by the end of the 1970s Japan’s leading auto firms demonstrated levels of “group integration” (with groups defined by the percentage of total costs they accounted for in-house plus payments to subsidiaries in which Nissan or Toyota held a minimum 20 percent equity share) that were far higher than the most integrated U.S. auto producer, General Motors (see Table 2). This made it possible to achieve many of the benefits of vertical integration without the higher personnel or other costs that formal integration would have required.
{kind=link}
For example, in 1983, for each small car Nissan and Toyota produced, their subsidiaries accounted for about 50 percent of manufacturing and other operating costs. These subsidiaries, furthermore, paid wages equal to merely 80 percent of those received by Toyota and Nissan workers. But, while wages were lower at subsidiaries, productivity gains were not. By working with these companies to improve their production systems as well as the quality of their components or assembly services, value-added productivity tripled between 1960 and 1983. This was a rate of increase slightly faster than the improvements registered at Nissan and Toyota in this same period.
Toyota: The Process Innovator
Toyota’s history is critical to understanding these developments, because its managers and workers pioneered the techniques now associated with Japanese manufacturing in general.
By importing what was essentially a Dodge truck, Nissan went quickly into “mass production” in the mid-1930s and turned out a vehicle comparable to U.S. models — while establishing a predilection for American manufacturing equipment and practices that managers carried through to the 1980s. Toyota, however, could not afford to buy American blueprints, equipment, and assistance when they began in the 1930s.11 Instead, founder Kiichiro Toyoda designed his first vehicle by copying a Ford chassis, a Chevrolet engine, and a Chrysler DeSoto body — combining the “best” features of each U.S. manufacturer. The first truck broke down on the way to the showroom, portending a series of technical problems in Toyota vehicles that took more than a decade to overcome.12
Realizing they would need to improve vehicles frequently, Toyota’s objectives were to cultivate in-house design skills and to set up an inexpensive production system for low volumes. (Since their early vehicles were unreliable, the Japanese military would not buy all Toyota’s output, in contrast to Nissan’s.)
To solve its unique problems, Toyota bought universal machine tools and small stamping presses that were affordable and easily adaptable to model changes. This was the beginning of the “flexibility” in the Toyota production system that helped the company improve its designs before 1945 and then, after World War II, introduce numerous new models for the domestic and export markets quickly and cheaply. Again, unlike Nissan, Isuzu, Hino, and Mitsubishi, during the 1950s Toyota chose not to become affiliated with a European or U.S. auto producer and preferred to deemphasize automation.
Taiichi Ohno, who rose to executive vice president before retiring in 1978, had joined Toyota in 1943, having worked previously for a loom-machinery producer. He had no experience in automobiles and no predilection for U.S. methods. Benefiting from the versatile equipment first purchased in the 1930s, Ohno gradually introduced a series of interrelated innovations in manufacturing that complemented and rivaled the achievements of Frederick Taylor and Henry Ford. Between 1948 and the mid-1960s, Ohno initiated a virtual “revolution” that would change the way production managers around the world viewed optimal inventory levels and many of the most basic concepts of production management.13
- 1948: Ohno instituted a “pull” system in the machining shop for engines, asking each worker to move back to the previous station to retrieve work-in-process, just at the necessary time in the amount needed only for immediate processing. He first read about the idea of a pull system in a Japanese newspaper that described this practice in the U.S. aircraft industry during World War II and in U.S. supermarkets. This contrasted with the traditional “push” systems used at Nissan and other automakers in the U.S., Japan, and Europe, where components and information signalling production flowed according to a schedule, whether or not stations were ready to receive the components.
The push system was not well suited to small-lot production and tended to build up in-process inventories whenever stations fell behind, due to machinery breakdowns or other factors, or when sales fell and production schedules were not revised downward. Toyota management wanted to control in-process and finished-goods inventories because of large financial losses associated with postwar inflation and the collapse of the military market.
- 1949: The pull system in the machining shop allowed Toyota to end the intermediate stockpiling of engines.
Ohno also made workers in the machining shop operate several machines each, rather than specialize (as did auto workers at Nissan as well as at U.S. and European companies), because demand was low and there was not enough work to keep all machines operating constantly. This procedural change seemed to improve worker productivity.
Ohno then asked production workers to conduct their own inspections. This improved quality on the line and raised worker output by cutting down on nonproductive inspection staff.
- 1950: Toyota extended the pull concept to mar keting through the policy, prompted by financial difficulties and demanded by company bankers, of limiting production to orders received by Toyota Motor Sales from dealers.
Toyota synchronized engine and transmission machining with final assembly, to reduce further in-process inventories.
Indicator lights introduced on the engine lines alerted supervisors to problems.
- 1953: Ohno introduced an early “kanban” system into the machining shop, using the exchange of paper tags to signal processing operations or parts production. The Japanese called this the “super market method,” since it mimicked the practice in U.S. supermarkets where customers went to stores to buy what they wanted when they wanted it, rather than store goods, while the supermarket replaced items on shelves as it sold them.
To simplify manufacturing, procurement, and conveyance Toyota also instituted a standardization program for car and truck components.
- 1955: Toyota synchronized its body and final assembly shops to eliminate more in-process in ventories.
Controls introduced on parts deliveries further cut inventories.
Toyota started to mix the loading of components in small lots for machine tools and to mix model runs on final assembly lines to raise equipment utilization as well as lower inventories.
Line-stop buttons introduced on assembly lines gave workers authority to halt production if they noticed defects or if other problems arose.
- 1957: Indicator lights installed on all production lines alerted supervisors outside the machining shop to problems.
- 1959: A control system for internal and in-house-to-outside conveyances again cut in-process inventories and waiting time.
- 1961: Toyota introduced the kanban system to some outside parts suppliers.
- 1962: Toyota then extended the kanban system to all in-house shops, placing the entire company on a small-lot, pull system.
Foolproof devices added to machine tools helped prevent defects and overproduction.
As an example of rapid setup, Toyota lowered stamping-press changeover times for dies from two or three hours in previous years to fifteen minutes, through techniques such as automating as much of the process as possible, doing preparations for the changeover while machines were running, and training teams to specialize in setup. Rapid setups increased equipment utilization and made small-lot production more economical, as well as helped reduce in-process inventories by cutting lead times.
- 1963: Managers were now asking workers to operate an average of five machines each, compared with three to four since 1949, two in 1947, and one in previous years. This seemed to raise labor productivity further.
- 1965: Toyota extended the kanban system to all outside parts deliveries, further reducing in-process inventories.
- 1971: Toyota cut die setup times for stamping presses to three minutes and adopted the practice of moving workers to different positions on assembly lines as needed.
- 1973: Toyota allowed suppliers to deliver directly to assembly lines, fully linking them with its in-house parts conveyance system.
Improvements in Productivity and Inventory Levels
These measures corresponded to impressive improvements in productivity and inventory turnover. Vehicles manufactured per worker per year tripled at Toyota between 1955 and 1957 and then rose another 60 percent by 1964. Even making adjustments for vertical integration, capacity utilization, and labor hour differences, Toyota appears to have passed the productivity levels at GM, Ford, and Chrysler by 1965 (see Table 1). While Nissan did not adopt the kanban or pull system, and focused on improving its levels of automation, at roughly the same time as Toyota it also worked at reducing setup times, improving in-house synchronization, and controlling parts deliveries. Gross productivity levels at Nissan increased fivefold between 1955 and 1964 and doubled between 1965 and 1970 (adjusting for vertical integration, capacity utilization, and labor hours). In contrast, productivity at U.S. automakers stagnated between the mid-1950s and the early 1980s (see Table 3 and Figure 1).
Equally remarkable advances can be seen in inventory levels. In the mid-l950s Toyota, Nissan, GM, Ford, and Chrysler all had relatively low turnover rates (total inventories divided into sales). In 1950, Toyota turned over its inventory merely three times, and in 1955 merely eight times — worse than U.S. firms. Only with better synchronization, mixed runs in parts production and assembly, and experiments with kanban and the pull system did turnover rates increase significantly. They rose again between 1962 and 1963 when Toyota adopted the kanban system for all in-house shops, and in 1965 and 1966 when Toyota brought suppliers onto the kanban system. Nor was rapid turnover the result of rapid increases in sales. Even when production volume fell 8 percent in 1974 following the first oil shock, Toyota maintained a turnover level of twenty-one times — twice as high as U.S. firms and Nissan. In addition, the company continued to improve in this area, with turnover rates reaching thirty-eight times in 1985 and 1986.
In the late 1960s Toyota began teaching its production system to major subsidiaries and affiliates such as Hino and Daihatsu. These efforts helped produce significant rises in turnover (as well as productivity) at nearly all firms in the Toyota group. Companies affiliated with Nissan followed, as did Mazda, in the mid-1970s. But not all Japanese auto companies have been able to implement just-in-time systems as effectively as Toyota. Nissan, as well as Honda, Fuji Heavy Industries (Subaru), and Isuzu have turnover rates comparable to GM, Ford, and Chrysler.
Nissan has trailed Toyota in inventory turnover for several reasons. One is that its factories and suppliers are more dispersed than Toyota’s. Since the 1930s, Nissan has also been more committed to automation and specialized equipment than Toyota, and in the 1960s it introduced a computerized push system for production control resembling “Materials Requirement Planning” (MRP) systems common in the U.S. Nissan thus manufactures automobiles according to a computer-generated schedule that is directly tied to market demand and does not adjust almost instantaneously to changes in shop conditions or at suppliers, as in Toyota’s kanban system. The result is that managers prefer to keep larger buffer inventories on hand “just in case” there are disruptions in the supply system or inaccurate computer information.
Yet, like Toyota, to accommodate product diversity at small volumes and to reduce warehousing requirements in Tokyo and Yokohama, in the 1950s and early 1960s Nissan began modifying machine tools to get more rapid setup times and began requiring more frequent parts deliveries. These practices brought Nissan to a level of inventory turnover faster than it did U.S. firms (although U.S. companies also have the disadvantage of even more geographically dispersed production and supply operations). In the late 1970s Nissan also began experimenting with kanban for outside suppliers located more than twenty minutes from its factories (nearer suppliers are connected by on-line terminals). Only then did the company increase the rates of inventory turnover it had achieved by the mid-1960s. (U.S. companies made no progress in this area between the 1950s and the early 1980s — until they began experimenting with a limited just- in-time concept around 1982.)
It should be noted that Honda, as well as NUMMI in California, simulates some effects of just-in-time production by keeping parts away from production lines and in warehousing areas and delivering components to assembly only as they are needed. These stocks still add to aggregate inventory costs, and do not necessarily improve overall turnover, but keeping them off the assembly lines appears to maintain greater discipline in process and quality control.14 It also appears that Honda has been able to achieve substantial profits with productivity and inventory turnover levels below the industry leaders because its designs are received very favorably by customers.
The successful transfer of Japanese manufacturing techniques to U.S.-based plants demonstrates clearly that Japanese workers are not necessary to implement these practices. However, Toyota-style techniques do require considerable cooperation among managers, workers, and suppliers. During the main development period in the 1950s, Japanese managers reflected with great concern on U.S. companies’ labor difficulties in the 1930s and then planned how to ensure more cooperation from workers and how to reduce personnel costs.
Japanese managers, again led by Ohno, accomplished their goals through a combination of persuasion and collaboration with workers and officials from government and industry. They undercut industrial unions and set up company unions dominated by white-collar workers; frequently promoted union officials to management positions to increase the likelihood that union leaders would cooperate; fired large numbers of workers after World War II and then offered “lifetime” employment to select groups of employees in return for their cooperation; reduced the number of job categories to only a few, so that they could move workers to different positions easily and expand worker job routines; and used subcontractors highly dependent on the final assemblers to produce 70 percent or more of the components (by cost) of each Japanese car.
What Have We Learned?
The history of Japan’s auto industry is a story of American lapses as well as of Japanese innovations. These innovations involved a spectrum of changes in conventional production management, broadly conceived. Toyota was the most radical, while most other Japanese automakers, typified by Nissan, incorporated less extensive modifications of U.S. practices and equipment. Two concluding thoughts seem relevant for managers of any country in any setting.
Manufacturing Innovation Can Lead to Competitive Advantage.
An obvious point is that innovation in manufacturing can lead to competitive advantage. While a company might compete equally or more effectively through high quality or innovative designs, or customer service and advertising, customers must see a substantial advantage in products or services. This means that a company competing in the broader marketplace, rather than in specialized segments such as luxury goods, cannot afford to fall too far behind productivity leaders. If competitors offer even comparable products at lower prices, catching up in manufacturing efficiency and reestablishing an edge in product de sign may prove inordinately difficult. If competitors offer superior products at lower prices, then less efficient companies will certainly encounter trouble in the marketplace and may require manipulation of the market — government-guaranteed loans or import quotas — to survive.
This is what happened in the automobile industry: relying on a series of process innovations pioneered at Toyota in response to the small but highly competitive Japanese market, Japanese companies equaled their U.S. and European competitors first in physical productivity. Then they continued improving their manufacturing processes, along with product designs and subcontractor operations. The result was that by 1980 U.S. and many European companies lagged so far behind in productivity and quality that they were no longer competitive. U.S. firms also cut back on design programs that might have led to more popular smaller cars and procured less costly components, with the result that the variety and overall reliability of U.S. vehicles suffered. But the major story is that Japanese firms consistently introduced highly reliable and increasingly stylish products at low prices, leaving only a few premium European producers with a defensible market niche.
Improvement Must Be an Incremental, Continual, Integrated Effort.
There is a tradition in manufacturing dating from Adam Smith, but epitomized in Frederick Taylor and his principles of “scientific management,” that calls for managers to analyze and freeze a process, divide it into small pieces, then dictate to workers and suppliers their “piece” in the process. While management might introduce automated equipment or even radically new procedures, there is not much room on the manufacturing floor for creativity, innovation, or incremental improvement. Nor is there any recognition that workers and suppliers might participate more fully, for example, by inspecting their own work and maintaining their own equipment, operating more machines, or delivering supplies in smaller quantities but more frequently.
To a large degree Toyota and Taiichi Ohno built upon Taylor’s work in process analysis and Ford’s efforts to create an integrated, smoothly running mass-production system. But Toyota and other Japanese companies introduced a fundamental concept: continual rather than one-time improvement, achieved through successive process refinements and a greater integration of workers and suppliers into the production system.
To understand what happened in Japan it is important to understand the U.S. automobile industry. By the early 1960s, American managers viewed automobile manufacturing as a stable or “mature” technology, assuming certain limits to productivity, minimum efficient scales of production, unit costs, quality, and the ability of workers and suppliers to cooperate (or be coerced) and to contribute to improving production operations. The “American paradigm” — characterized by large production runs, push-type scheduling, high levels of automation and worker specialization, and large numbers of inspectors using statistical sampling — dominated the thinking and the goals of U.S. (as well as many European) managers.
There was nothing particularly wrong with this approach to manufacturing. It proved to be remarkably effective for high-volume production of a limited number of models. But market conditions and financial constraints in Japan after World War II presented an opportunity for Toyota and other Japanese auto producers to challenge convention and become equally or more efficient at far lower volumes.
Critical to the Japanese success in auto manufacturing was that managers such as Toyota’s Ohno did not accept U.S. practices as the only viable way to produce automobiles and did not believe that U.S. firms had reached their limits in capital and worker productivity, quality, or inventory turnover. There was nothing mysterious or miraculous about what Toyota and other Japanese automakers accomplished in manufacturing. They responded to specific market conditions, creatively applying techniques first developed in the U.S. in new ways. Ultimately, by seeking a better solution to a fundamental problem, the Japanese set new standards of efficiency and started a revolution in manufacturing theory and practice that has yet to end. While companies and management-labor relations have evolved differently in the U.S., the unique quality of Japanese workers in Japan can no longer be used as an excuse in the U.S. for a lack of efficiency, innovation, and improvement in manufacturing.
A similar treatment of this material can be found in M.A. Cusumano, The Japanese Automobile Industry: Technology and Management at Nissan and Toyota (Cambridge: The Council on East Asian Studies, Harvard University Press, 1985).
References
1. J.E. Harbour, “Comparison and Analysis of Automotive Manufacturing Productivity in the Japanese and North American Automotive Industry for the Manufacture of Subcompact and Compact Cars” (Berkley, MI: Harbour and Associates, 1981);
National Academy of Engineering, The Competitive Status of the U.S. Auto Industry (Washington, DC: National Research Council, 1982);
WJ. Abernathy et al., Industrial Renaissance (New York: Basic Books, 1983);
M.S. Flynn, “Comparison of U.S.-Japan Production Costs: An Assessment,” in Automobiles and the Future: Competition, Cooperation, and Change, ed. R.E. Cole (Ann Arbor, MI: Center for Japanese Studies, the University of Michigan, 1983);
M.A. Cusumano, The Japanese Automobile Industry: Technology and Management at Nissan and Toyota (Cambridge: Council on East Asian Studies/Harvard University Press, 1985);
A. Aizcorbe et al., “Cost Competitiveness of the U.S. Automobile Industry,” in Blind Intersection: Policy and the Automotive Industry, ed. C. Winston (Washington, DC: Brookings, 1987);
J.F. Krafcik, “Comparative Analysis of Performance Indicators at World Auto Assembly Plants” (Cambridge: master’s thesis, MIT Sloan School of Management, 1988);
M.B. Lieberman, “Learning, Productivity, and U.S-Japan Industrial “Competitiveness,’” in Managing International Manufacturing, ed. K. Ferdows (Amsterdam: North Holland-Elsevier, 1988).
2. Cusumano (1985);
National Academy of Engineering (1982).
3. Cusumano (1985).
4. J.F. Krafcik, “Learning from NUMMI” (Cambridge: unpublished manuscript, MIT International Motor Vehicle Program, 1986);
Krafcik (1988).
5. Based on data in Amagai Shogo, Nihon jidosha kogyo no shiteki tenkai [The Historical Development of the Japanese Automobile Industry] (Tokyo: Aki Shobo, 1982); and
Japan Automobile Manufacturers Association, Nihon no jidosha kogyo [The Japanese Automobile Industry] (Tokyo: Annual Report).
6. See, for example, E.F. Vogel, Japan as Number One (Cambridge: Harvard University Press, 1979);
T. Pepper et al., The Competition: Dealing with Japan (New York: Praeger, 1985);
J.C. Abegglen and G. Stalk, Jr., Kaisha: The Japanese Corporation (New York: Basic Books, 1985); and
C. Johnson, MITI and the Japanese Miracle: The Growth of Industrial Policy, 1925–1975 (Stanford: Stanford University Press, 1982).
7. My thanks to Kim Clark of the Harvard Business School for helping me interpret these numbers from an economist’s point of view.
8. For international price comparisons, see the book by former Nissan president Iwakoshi Tadahiro, Jidosha kogyo ron [A Discussion of the Automobile Industry] (Tokyo: University of Tokyo Press, 1968).
9. This comment is based on interviews with former Nissan managers Okumura Shoji, Sasaki Sadamichi, Kawazoe Soichi, Katayama Yutaka, Maeda Riichi (May 1982), and Matsuzaki Shiro (July 1982).
10. Krafcik’s data confirms that the Japanese assembly plants with the highest levels of productivity also tend to have the highest levels of quality (fewest defects reported by customers) and are highly flexible, measured by the number of distinct underbodies produced per assembly line. See Krafcik (1988).
11. The following discussion of Nissan is based primarily on Nihon jidosha kogyo shi kojutsu kiroku shu [Recordings of Oral Interviews on the History of the Japanese Auto Industry], Vol. II (Tokyo: Jidosha Kogyo Shinko Kai [Automobile Promotion Association], 1975);
Aikawa Yoshisuke, Watakushi no rirekisho [My Career], Vol. XXIV (Tokyo: Nihon Keizai Shimbunsha, 1965);
Nissan jidosha sanjunen shi [A Thirty-Year History of Nissan Motor] (Tokyo: Nissan Motor Company, 1964); and
Interviews with former Nissan managers Katayama, Sasaki, Okumura, and Matsuzaki.
12. The discussion of Toyota is based primarily on Toyota jidosha sanju-nen shi [A Thirty-Year History of Toyota] (Nagoya: Toyota Motor Company, 1967);
Okumura Shoji, “Jidosha kogyo no hatten dankai to kozo” [The Developmental Stages and Structure of the Automobile Industry], in Gendai Nihon sangyo koza [Series on Contemporary Japanese Industry] ed. Arisawa Hiromi (Tokyo: Iwanami Shoten, 1960);
Shotaro Kamiya, My Life with Toyota (Nagoya: Toyota Motor Sales, 1976); and
Morikawa Hidemasa, “Toyoda Kiichiro,” in Nihon no kigyoka [Japanese Entrepreneurs], Vol. III, Morikawa Hidemasa et al. (Tokyo: Yuhikaku Shinsho, 1978).
13. This chronology is based primarily on Ohno Taiichi, Toyota seisan hoshiki [The Toyota Production System] (Tokyo: Daiyamondo, 1978);
My interview with Ohno (18 March 1983); and Toyota jidosha sanju-nen shi (1967).
14. On NUMMI and Honda, see Krafcik (1986); and
Haruo Shimada and J.P MacDuffie, “Industrial Relations and “Humanware’: An Analysis of Japanese Investment in the U.S.” (Cambridge: working paper 1855–88, MIT Sloan School of Management and MIT International Motor Vehicle Program, 1986).