Partnerships to Improve Supply Chains
By working closely together, companies and their suppliers can create highly competitive supply chains. Failing to collaborate results in the distortion of information as it moves through a supply chain, which, in turn, can lead to costly inefficiencies. Lee et al. described this “bullwhip effect,” which results in excess inventories, slow response, and lost profits.1 Through the more open, frequent, and accurate exchange of information typical of a long-term supply-chain partnership, companies can eliminate many of these problems and ensure ongoing improvement. Examples of successful customer-supplier partnerships include those between Baxter Healthcare Corporation and American Hospital Supply Corporation or between Toyota and its first-tier suppliers.2
These partnerships yield major benefits: increased market share, inventory reductions, improved delivery service, improved quality, and shorter product development cycles. Chrysler Corporation, realizing that merely overhauling its supplier base was insufficient, successfully transformed its traditionally adversarial supplier relationships into partnerships.3 Even more modest partnerships lead to rapid improvements in logistics facilitated by candid information exchange and better coordination. Given the effort involved in creating and sustaining partnerships, clearly a firm must focus on the trading partners it considers most important in the long run. This type of partnership differs from a strategic alliance or project-based partnership in which two firms may work toward a common goal but later dissolve the association after achieving the goal. The more open-ended nature of supply-chain partnerships makes them more challenging. In this article, we point out potential pitfalls and provide practical guidelines for forming and managing supply-chain partnerships.
Characteristics of Successful Partnerships
Several studies of successful arm’s-length partnerships have noted their key recurring characteristics.4 Free exchange of information (e.g., sharing cost and demand data) and coordinated decision making reduce the inefficiencies inherent in less collaborative relationships. Mutual trust is crucial to reassuring firms that information shared with a partner will not be used against them. Longer-term commitment to the partnership encourages parties to invest in further improvement of the joint supply chain to mutual advantage. Helper and Sako distinguish between what they call “exit” and “voice” relationships; in the latter, firms and their suppliers cooperate to resolve problems rather than abandoning their partnerships. Although “voice” relationships function better, according to observations, they are relatively rare. Dyer has described the changes in supplier-management practices at Chrysler in some detail.5
A company wanting to engage in a partnership with its supplier (or a supplier with its customer) often confronts these questions:
- How can we gradually convert an arm’s-length association into a supply-chain partnership? That is, how do we cultivate information exchange, build trust, and create a longer-term commitment in this context?
- How can we and our prospective partners overcome the obstacles we will almost inevitably encounter?
- How can we be assured that we will reap commercial value from our efforts (e.g., that a supplier would experience increased volume or reduced price pressure from the customer)?
Dyer also notes that firms often speculate about establishing partnerships but find that “actually doing it — after decades of exploiting suppliers by pitting one against the other — is exceedingly difficult.”6 The academic supply-chain literature focuses mainly on the characteristics of partnership and on new supplier-management practices, saying relatively little about the actual process of developing partnerships. One exception is the work of Byrnes and Shapiro, whose findings on the critical factors in such projects correspond with ours.7
In this article, we provide an integrated framework that combines supply-chain management, change management, and marketing and logistics issues. We base this framework on the experiences of Pellton International,8 a large multinational chemical company that wanted to improve supply-chain logistics jointly with its customers. We describe two of Pellton’s joint supply-chain improvement projects. Driven largely by trial and error, progress on the first project with Basco PLC was slow and faltered several times but eventually led to logistics benefits and helped reverse a traditionally adversarial relationship that, in turn, translated into commercial benefits for Pellton. The second project, with Perdirelli Milan, promised to deliver similar logistics benefits more quickly, but, in the end, did not yield the commercial value Pellton had hoped. This distinction between logistics and commercial success is critical, but often disregarded in practice. We define logistics success as the degree to which the overall supply chain is improved, regardless of how costs and benefits are allocated. Commercial success depends on the degree to which trading with the partner in question becomes more profitable — whether by getting a share of the logistics improvements or by obtaining better trading terms. A supplier investing substantial effort in a joint supply-chain improvement project with a customer will almost certainly be aiming for more than potential logistics improvements; the supplier wants to solidify its relationship with the customer to gain a larger market share or reduce price pressure. We found that sacrificing some short-term logistics success may be worth achieving commercial benefits later.
By contrasting the Pellton and Basco projects, we (tentatively) identified some key steps in joint supply-chain improvement projects, notably the importance of concurring on a process, selecting a joint project team, and including supply-chain mapping early in the project. We also built a simple framework or “road map” for such improvement projects. Although the steps of the road map are not a revelation in themselves, practitioners may find that they easily forget the associated critical lessons amid day-to-day pressures:
Step 1. Establish mutually agreed on processes and objectives before starting a joint supply-chain improvement project.
Step 2. Prepare thoroughly. Key to the process are team selection, benefit-sharing agreements, analysis of opportunities, supply-chain mapping, setting of performance standards, and allocation of required resources.
Step 3. To reap commercial benefits, integrate the joint supply-chain improvement project within the respective organizations — especially within the purchasing group of the affiliated business — even if this seems to add little value or seems to hinder the project. Especially in matrix organizations, benefits also must accrue to the departments that provide resources within both organizations.
We focus on these issues, although, of course, factors related to project management and implementation are relevant too. We sketch how Pellton implemented the road map through a company training program that focused on supply-chain management, in general, and the joint supply-chain improvement framework, in particular. Finally, we explain why the Basco project was commercially successful despite its slow start, whereas the Perdirelli project seemed far smoother but was commercially disappointing for Pellton.
Pellton’s Improvement Projects
Pellton International supplies Pell-Q, its brand of a generic chemical product, to automotive suppliers, among others (see Figure 1). The different formulations and sizes total several thousand stock-keeping units (SKUs). The company produces various formulations in batch production runs ranging from several hours to several days; changeover times vary from several minutes to a full day. Cycle times between batches of the same product range from ten days to six months. Process quality and changeover times are highly variable. The firm cuts Pell-Q to size and packages it to customer specifications on one integrated production line for storage until shipping. It is a commodity product that is not subject to frequent changes, so the supply chain falls into Fisher’s “functional products” category (rather than the “innovative products” category).9 Four global competitors offer similar products, but Pellton’s market share is the largest at approximately 30 percent of the total market. In this article, we focus on Pellton’s European market, which it supplies from its plant in Maastricht, The Netherlands. Basco is Pellton’s largest customer and accounts for 20 percent of the company’s output; Perdirelli follows with 15 percent. Basco, Perdirelli, and their competitors each supply several auto assemblers. Pell-Q is a key raw material for Pellton’s customers, most of which are under heavy cost pressure, especially those supplying OEM auto assemblers.
{kind=link}
Pellton initiated supply-chain improvement projects with these two key customers. Convinced of the potential benefits, Pellton managers intended to initiate similar projects with other important customers worldwide. Highly resource-intensive, the Basco and Perdirelli projects encountered many obstacles and delays, although Pellton avoided some in the second project. Before Pellton began setting up similar projects on a larger scale, we documented the process, recorded the key points learned, and developed training materials for global use. Next, we review both projects (see Figure 2 for chronological summaries).
{kind=link}
Project 1. Basco’s Slow Success
Relations between Pellton and Basco, its largest customer, had long been somewhat adversarial. To achieve the efficiency improvements demanded by downstream customers (the auto assemblers), senior managers in the Basco purchasing group and Pellton managers realized they needed to be more cooperative; they reached a long-term commercial agreement, exchanging volume commitments for price concessions. Despite this mild thawing in the relationship at higher levels in the organizations, mistrust remained, especially among lower levels of the hierarchy.
In 1993, Pellton underwent a major business redesign, which included setting up workshops with key customers to find out how to serve them better. Initial discussions with the Basco purchasing group identified cost reduction as the overriding concern, so the objective of the first workshop was defined as “finding ways to reduce the cost of supplying Pell-Q.”
SKU Rationalization and Consignment Stock.
In early 1994, twenty people participated in the project’s first workshop at which Pellton’s commercial director illustrated the complexity of the supply chain by showing that a single Basco plant received more than sixty different SKUs of Pell-Q (though the plant’s logistics manager refuted this). No specific improvement plans resulted from the workshop, but the participants agreed that Pellton would draft a list of proposals to be refined before a follow-up workshop two months later. Subsequently, the skeptical logistics manager researched the SKU issue and found that Pellton’s commercial director had not exaggerated; this convinced him that collaboration and SKU rationalization were desirable. This would allow substantial safety stock reductions, improved delivery service, and fewer rush-order–induced disruptions for Pellton. The firms did not try to quantify these benefits. Although they agreed to compensate Basco for the additional waste incurred by stocking a limited range of sizes, they deferred deciding about the details of that compensation, which included consignment stock.
The second workshop team, now composed of different participants, agreed on three projects for further study, including one on inventory reduction. A steering team to oversee progress included the Pellton logistics manager and the Basco purchasing director. The inventory reduction team, led by the Basco purchasing director, consisted of logistics managers and sales staff from Pellton, a plant-level purchaser, and logistics managers from Basco. The teams first met in spring 1994 and set three priorities: SKU rationalization, improvement and integration of forecasting and ordering systems, and implementing just-in-time (JIT) deliveries and consigned stock. Pell-Q inventory at Basco sites totaled over $10 million; Pellton expected the stock reduction from SKU rationalization to offset its additional inventory burden from consignment.
Slow Implementation, Eventual Success.
Although both sides assumed they should benefit from the arrangement, they did not explicitly agree on the details. When Pellton raised the issue, the Basco purchasing director responded: “Let’s focus on opportunities first to ensure that there are benefits. We’ll talk about sharing later.” The team agreed to complete implementation at all Basco sites within six months.
During subsequent meetings, it became clear that Basco was a highly decentralized organization. The Pellton team learned that Basco’s purchasing group was a central service organization with no direct authority over individual plants and, therefore, was unable to impose new procedures and constraints on the plants. Eventually, the team decided to aim for implementing SKU rationalization at all sites by year-end, but to improve forecasting accuracy on a site-by-site basis. It would implement consigned stock after instituting improved forecasting to provide individual sites with an incentive to cooperate.
The team agreed to start with a three-month pilot experiment of SKU rationalization and consignment at the Basco plant in Antwerp, Belgium; if successful, it would introduce the project at other sites. The local logistics manager represented the pilot site. The Pellton sales representative for the Basco Antwerp account didn’t know if the logistics manager had the authority to implement changes; he commented, “During our first couple of meetings at the Antwerp plant, we weren’t even allowed out of the conference room. I don’t know what he was afraid of.” After learning that the Antwerp plant manager was not involved in the experiment, the Pellton sales representative visited him to explain the changes after the start of the pilot. Though not enthusiastic, the plant manager agreed to study the project; the next day he voiced his opposition to the Basco steering team members. They, in turn, were upset that the Pellton sales representative had acted without their knowledge. Eventually, tensions abated, but Pellton’s sales representative concluded: “We underestimated the complexity of Basco’s internal politics. In the future, we have to refer to the Basco purchasing director on everything.”
At the start of the pilot program, the team reduced the SKU count, and Pellton assumed ownership of Pell-Q inventory in Antwerp. After three months, when the team evaluated the program, the level of consigned stock had not decreased. Actual requirements frequently deviated substantially from delivery forecasts, and, with consignment stock in place, Basco had little incentive to improve forecast accuracy. Although recognizing the lack of incentive, Pellton staff had not yet followed up on this.
During pilot evaluation, Pellton announced it would not implement consigned stock at other sites until pilot-site stock decreased. The Antwerp plant manager was shocked by the current stock levels and vowed to reduce them. The team decided to map the information flow from Basco Antwerp’s customers to Pellton in order to design a better, more integrated planning and forecasting process using electronic data interchange (EDI). Pellton added an IT project manager to the information-flow mapping team assigned to Basco Antwerp and another Basco plant. The Basco team (now including the Antwerp plant manager) shared information freely with Pellton staff, who learned a lot about Basco’s physical process and planning procedures. For instance, planning at Basco was largely manual; staff aggregated information before sending it to Pellton counterparts, who would disaggregate it for planning deliveries.
A month later, the team met to design an integrated planning and forecasting system, centered on sharing detailed forecasts or updating data as quickly as possible. Ideally, Pellton wanted to see all EDI orders from Basco’s customers. But the Basco team explained that this information would not help Pellton in planning production and would reveal too much about the market. Although Basco had sophisticated EDI links with its automotive customers, nothing similar was in place with its suppliers nor did this seem like a high priority for Basco. Even setting up e-mail connections within the team took a long time due to lack of IT support within Basco (although a Pellton IT staff member tried to compensate for this deficiency).
By November 1995, stock at Basco Antwerp had decreased to the target level. The project team presented the integrated planning system to joint senior managers, who approved implementation at two selected sites. Soon after, Basco decided to introduce it to the remaining sites, which were enthusiastic partly due to the Antwerp plant manager’s strong advocacy. The Basco purchasing director commented that he was “extremely pleased” by the cooperation with Pellton, that relations between the companies had improved greatly, and that he wanted to follow a similar process with other divisions of Basco. Thus, Pellton had solidified its position as Basco’s preferred supplier and expanded sales to the company.
Project 2. Perdirelli’s Mixed Results
Perdirelli, Pellton’s second largest customer, has production sites in Milan, Italy, and elsewhere; all are fairly autonomous. Relations between Pellton and Perdirelli, both at the organizational and personal levels, had been relatively good. Concurrent with a major reengineering effort at Perdirelli Milan, top management of Pellton and Perdirelli took the opportunity to jointly improve their supply chain. Aided by Perdirelli Milan’s reengineering consultants and implicitly drawing on Pellton’s prior experience with Basco, the companies drafted a project plan to jointly evaluate their supply-chain logistics. Senior managers agreed that costs and benefits would be shared fifty-fifty, thus allowing the design team to focus on logistics while leaving commercial matters to others. Perdirelli Milan managers asked a reengineering consultant to facilitate the joint workshops.
One of Pellton’s challenges in supplying Perdirelli Milan involved a nonstandard formulation of Pell-Q. The improvement project concurrently presented Pellton with an opportunity to help Perdirelli Milan switch to the standard formulation, thereby reducing complexity and cost.
The project started with two two-day workshops held at one-week intervals. The first workshop outlined the process for the entire project, devoted time to “as is” mapping of physical processes and information flow, and attempted to identify improvement opportunities. Participants validated the mapping and evaluated opportunities in greater detail before the second workshop, at which the team members were scheduled to design and plan implementation of the “to be” supply chain. Proposals included SKU rationalization, implementation of consigned stock (supported by an EDI link), and facilitation of Perdirelli Milan’s switch to the standard Pell-Q formulation.
Two months later, the team presented a more detailed implementation plan to Pellton–Perdirelli Milan managers, who approved the proposals. Reengineering at Perdirelli Milan led to the reassignment of many staff members, including the entire implementation team, except the production manager (who continued to lead the Perdirelli Milan team). Fortunately, Perdirelli Milan’s managing director, who had been instrumental in initiating the project, insisted that it continue. Thus, the project received high visibility and adequate resources despite ongoing reengineering. The production manager briefed a newly appointed team, using the documentation and plans of the original design team. In about a month, the new team became familiar with the opportunities identified by the original team.
Meanwhile, Pellton was dealing with the failed Basco Antwerp pilot program (see Figure 2; July 1995). As both companies restarted the project, Pellton’s sales department announced a price increase. In response, Perdirelli Milan threatened to stop buying from Pellton; however, Perdirelli’s top management insisted that the project continue. Soon after, at an emergency business meeting, Pellton canceled the price increase. In November 1995, the new Pellton and Perdirelli Milan teams met for the first time; Pellton had added the IT project manager from the Basco project to the team. The group concurred on a long list of action points, including substantial changes to IT systems for both companies. Implementation was planned for March 1996, starting with a one-month trial period when the old and new systems would run in parallel.
By late February 1996, the Pellton team members informed their counterparts in Milan that they could not meet the IT deadline; the group in Milan admitted to having similar problems. Perdirelli Milan’s production manager suggested that Pellton’s IT project manager serve as joint project manager, and she received direct authority over IT resources in Milan. A few weeks later than initially planned, the new system was operating successfully. Moreover, Perdirelli Milan had decided to switch to the standard Pell-Q formulation, leading to inventory reduction associated with product standardization and staffing reductions in the purchasing group. Perdirelli wished to follow a similar process for other company sites. Unfortunately, during the next round of commercial negotiations with Perdirelli’s central purchasing group, the latter placed little value on Pellton’s efforts, cited Pellton’s persistent quality problems, and demanded a price decrease instead. Subsequently, Pellton’s sales to Perdirelli decreased sharply.
Lessons Learned
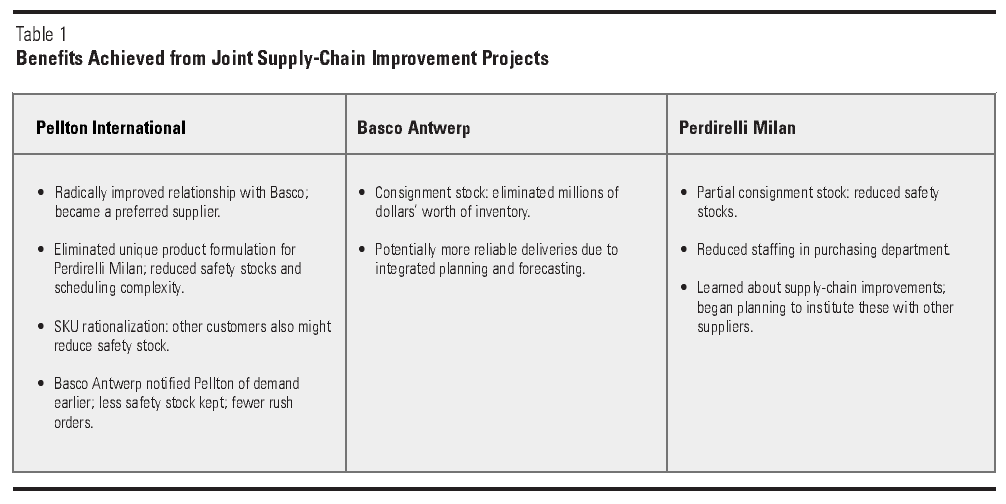
The main benefits that Pellton, Basco Antwerp, and Perdirelli Milan accrued are difficult to quantify (see Table 1), but all parties considered the projects successful and worth pursuing with other suppliers and customers. Next, we discuss the problems encountered, why they occurred, how they were fixed, and the key lessons learned.
{kind=link}
Achieve Consensus
Especially in the early stages of the Basco project, neither company clearly understood how to organize the tasks or which activities to undertake and in what sequence. The team had not defined a process. In the Perdirelli Milan project, the teams first agreed on a process that underlies the “road map” (described in the next section). As a result, the Perdirelli Milan project proceeded far more smoothly. In addition, describing the full process in advance helped Pellton overcome the initial skepticism of other customers that were afraid a joint supply-chain improvement project would be “yet another initiative that would never go anywhere.” The importance of an established process should not be underestimated —whether the one we propose, that of Byrnes and Shapiro, or a reengineering methodology, such as that of Kodak or the “Rapid Re” approach of the Institute of Industrial Engineers.10
Share Benefits
At several points early in the Basco project, team members were more concerned with how proposed changes would affect them, rather than with what the joint benefits would be. For instance, the Pellton–Perdirelli Milan design team initially gave the Basco Antwerp logistics manager little incentive to cooperate — a consequence of the lack of a benefit-sharing agreement. The firms mandated that the design team search for joint improvements and leave commercial issues of sharing costs and benefits to senior managers. A fifty-fifty sharing proposal — though, in practice, difficult to realize — clearly establishes the goal of joint optimization. The important principle is to separate logistics and commercial issues and agree on a joint-optimization sharing rule. Of course, negotiating and implementing a benefit-sharing rule is easier said than done. Indeed, Byrnes and Shapiro found that benefit sharing may evolve gradually. Often the customer initially takes the larger share, but the vendor stands to gain as more customers adopt the new mode of operating and sales increase.11 In many cases, the stronger supply-chain partner defines or dictates the benefit-sharing procedure.
Appoint Functional Team Reps
Two IT-related projects agreed on during the second Pellton-Basco workshop never materialized because, in the absence of IT advice, they were ill-conceived. In the Pellton–Perdirelli Milan case, IT representatives from both companies joined the team early on, which often enables the redesign process.12 Similarly, the Basco Antwerp plant manager almost stopped the project, but eventually staunchly supported it. The Pellton sales representative — himself a late addition to the team — had recommended the plant manager’s involvement. Though involved from the start, the Basco Antwerp logistics manager seemed to lack the authority to agree to any changes. In contrast, Perdirelli Milan’s production manager became involved at an early stage and strongly supported the project by making resources available, spending time on the project, and, perhaps most importantly, raising its visibility within the organization. This points out the importance of having appropriate functions and hierarchical levels involved early in a project.
Solicit Project Sponsors
Basco supplied few resources (such as IT support) for its improvement project. Although the Basco purchasing director was the company’s key project player, Pell-Q was not his only concern, and he also had no direct authority over production sites. Thus, the project did not have a high-level sponsor. In contrast, in the Perdirelli Milan case, the managing director and production manager removed resource constraints and sustained the project through disruptions (i.e., Perdirelli Milan’s redesign program and Pellton’s proposed price increase).
Include “As Is” Mapping
The Basco Antwerp pilot failed, in part, due to both companies’ poor understanding of current ordering, forecasting, and planning processes. The Perdirelli Milan project began with mapping exercises that familiarized both parties with the intricacies of the project, thus avoiding implementation delays. Information mapping was a true revelation for all concerned and eliminated many inefficient practices.13 Additional intangible but critical benefits of mapping lay in team building, which helps reorient members to a systemwide perspective so they focus on the whole process rather than on individual tasks.14
Analyze and Redesign
During the Basco project, the team initially had little idea how to identify areas for improvements. Unrealistic expectations of inventory savings resulted from poor understanding of the true causes of excess stock. This, in turn, was caused by the team’s lack of knowledge about which analysis tools to use. The quality-control literature offers many suggestions for analysis; for instance, in a later project, a fishbone chart (or Ishikawa diagram) was constructed to analyze root causes of excessive inventories. Though often cast in redesign terms, the joint supply-chain improvement projects were more geared toward continuous improvement, or streamlining, of the supply chain. Joint (radical) redesign is not impossible, but it places far higher requirements on a partnership than the improvement methodology discussed here. Recognizing this distinction is relevant in selecting the appropriate analysis and design tools — a topic we discuss later — and setting realistic expectations. In both cases, the teams did not carefully estimate and measure benefits, which led to problems. In fact, it is remarkable how often inventory savings are projected to be “75 percent” with little or no justification; such was the case here. Byrnes and Shapiro point out that estimating benefits in advance and measuring them as they occur is crucial.15
Manage the Project
In the Basco project, progress was slow, and extended deadlines and delayed implementation and roll-out reflected a loose project-management style. Tighter management control characterized the Perdirelli Milan project, especially after the second implementation team began work. It adhered to deadlines, and project managers on both sides monitored all activities. The team executed the Perdirelli Milan project much faster, illustrating that appropriate project management is critical to success. However, sometimes to achieve longer-term commercial benefits, a company may need to stray from the principles of efficient project management.
Commercial Benefits
The joint supply-chain improvement project with Perdirelli Milan unfolded smoothly because it took place almost entirely at the plant level. As a result, though, Pellton was not able to convert its project investment into increased volume or reduced price pressure from Perdirelli. With Basco, the opposite pattern emerged: initial progress was slow because everything was done through the Basco purchasing group rather than directly with the plants. Thus, Basco purchasing did experience firsthand the value of Pellton’s project initiative and rewarded this by increasing its volume of purchases.
The conclusion is clear: for project success, direct contact with plant-level staff is essential, but, to convert this into commercial success, the customer’s purchasing group must be involved throughout. Here is perhaps the key challenge in managing such improvement projects: sometimes a firm must sacrifice short-term project success for longer-term commercial success, as Pellton did by working through the Basco purchasing group even though working directly with the plants might have seemed more efficient. This implies that managers must apply project management principles to the appropriate project. Pellton should apply project management principles to all the company’s joint supply-chain improvement efforts with various customers, not to only a single project. We return to this issue, which raises the need for a coordination superstructure, after describing our proposed road map.
Road Map for Streamlining Supply Chains
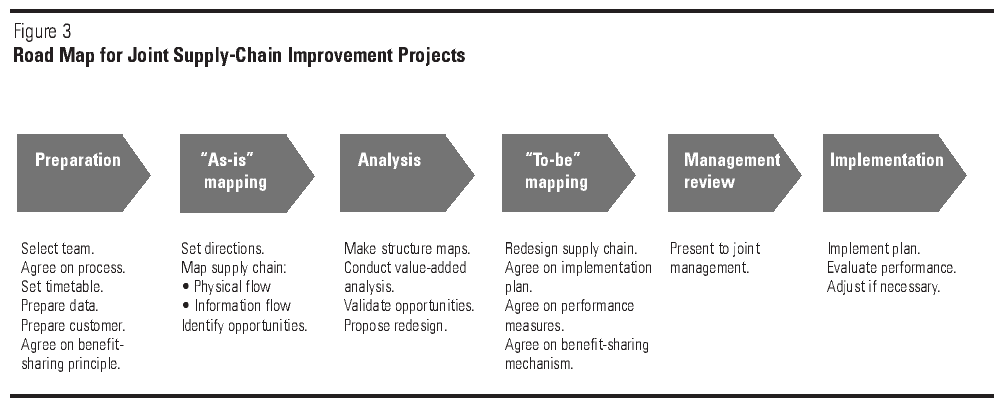
By pulling together the critical factors we identified in the previous section and principles from the existing literature, we constructed a road map for managing joint supply-chain improvement projects (see Figure 3). The sequence is broadly similar to Byrnes and Shapiro’s “awareness, orientation, [and] implementation” and the Institute of Industrial Engineers’ “project initiation, process understanding, new process design, business transition, [and] change management.”16 We aim to provide a more detailed, operational road map especially suited to companies that, despite being important trading partners, have traditionally had an arm’s-length relationship, softened by enough rapprochement so that some cooperation can be mutually beneficial. The key lessons learned from the cases relate to the project preparation stage, which is our focus here. Of course, project management and implementation are also critical, but these have been widely discussed elsewhere.
{kind=link}
Project Preparation
Companies must balance many factors when preparing to establish a joint project team, including:
- Team size. The first Basco workshops with twenty attendees were unwieldy and suggested a lack of focus in project scope. The Pellton–Perdirelli Milan team consisted of two to five people from either company and worked relatively well.
- Functional representation. Typical functions to include are logistics, sales/purchasing, production, and IT — all preferably from the outset.
- Knowledge. Especially during the mapping exercises and subsequent analysis, people with detailed knowledge of current processes or practices must be involved. Administrative sales and purchasing staff know order volumes, patterns, and procedures; sales representatives and purchasing managers are more aware of organizational issues within the partner firm.
- Authority. The team should include people who can authorize changes, such as the Basco Antwerp pilot-site plant manager and the Perdirelli Milan production manager.
- Project roles. The team should assign people to certain roles. Project sponsors are senior managers who can allocate resources and authorize changes. Team leaders are accountable for team performance and have some authority or are invested with the authority of a sponsor. Project managers are responsible for following up and documenting the project plan. The workshop facilitator can initially be a consultant, but later on could be a project team member. (The facilitator may be someone from outside the project team.)
- Handover. Ideally, the overlap between the three groups — the design team, the implementation team, and the process owners (those who perform the work being redesigned) — should be maximized. When the project is transferred, as occurred in the Perdirelli Milan project, the team should manage the process carefully to avoid lack of acceptance and misunderstandings, such as the “not invented here” syndrome.17
Lynch and Werner also have extensively discussed team selection and management. An additional complexity in the joint supply-chain improvement project context18 is that the aims of a team chosen to ensure logistics success may not be entirely consistent with those of a team focusing on commercial success.
“As Is” Mapping Workshop
The primary goal of the first workshop is to establish direction for improvements and to map the current supply chain (the “as is” mapping). Essential to team building, this workshop brings together participants from both companies, who must soon be working as a “one company” team.
Team members need to analyze customer needs to search for opportunities that may differ widely, depending on, for example, whether the customer competes primarily on the basis of low cost or on flexible response. Bowersox and Daugherty discuss how internal and external logistics structures rely on a firm’s strategic orientations. In Hammer and Champy’s reengineering principles, each process has a customer and should be designed to meet that customer’s needs. Ideally, the team’s analysis should start with the final customer’s needs, because the process is aimed toward making the entire supply chain meet those needs more effectively.19
Often teams create separate maps representing physical work flows (plant tours aid in this process) and planning and information flows.20 The exact mapping procedure, however, is not as important as capturing truly relevant information. A major challenge is ensuring the right level of detail, within the time constraints. Breaking the process into key subprocesses (e.g., forecasting, production planning, scheduling, order picking) and then tackling these individually is effective. Mapping each process “backwards” may also be useful. During the mapping, one person draws the map so it’s legible for the entire team; others record ideas about future opportunities and other relevant comments. By the end of the first workshop, the team assigns someone with follow-up responsibility. Although the sales and purchasing staff people may not contribute much at this stage, their presence ensures they will understand the extent of improvements achieved when it is time to negotiate new business terms.
Analysis
The “to be” process analysis — the streamlining or redesign of the supply chain — is probably the most important step in the entire process. Value-added analysis is useful here. An activity adds value if: (1) the customer cares about it, (2) it transforms the product or brings it closer to the point of use, and (3) it is done right the first time. The lower the percentage of value-added time in a process, the more that process can benefit from redesign rather than incremental, task-oriented improvement. Redesign, i.e., starting with a clean slate, is potentially more rewarding, but also places much higher demands on the customer relationship.
Many practical tools common to total quality management approaches are useful in making continuous improvements. In addition, the team can apply several reengineering principles:
- Before the improvement step, set targets on the basis of customer needs.
- Measure performance of the current supply chain along those targets, noting gaps.
- Decide on key performance indicators that will help answer the question, “What will tell us if a change is an improvement?” (The design step then focuses on routinely meeting those needs.)
- Handle exceptions or contingencies separately. (For example, when streamlining, focus on performing sequential activities in parallel, batching, and other causes of inventories, and the responsibilities associated with each process step. Harrington addresses these issues in more detail.21)
“To Be” Mapping Workshop
True redesign starts with a clean sheet of paper.22 In constructing a new supply chain using only value-added activities, creativity is a key asset. To contribute a fresh perspective, a redesign team may differ in composition from the “as is” mapping team. Though difficult in practice, redesign utilizes principles that are valid for streamlining: a vision of an ideal supply chain as the goal. The redesign exercise reveals many assumptions underlying the current supply chain that are now invalid due to IT advances.
The impracticality of a truly joint redesign across geographically dispersed organizations may warrant customer input and joint discussion during a second workshop. Steps include checking whether the “to be” supply chain will deliver the target improvements, identifying the implementation team, carefully planning the handover (if any), and quantifying the resources needed.
Management Review
Organizing a management review as a collaborative effort (i.e., not distinguishing between various company and customer team members) presented to a gathering of senior managers reinforces team building. The design team defers to senior joint management for approval before implementing its proposals. Senior managers generally must decide how to share the benefits, an issue the design team does not usually address other than by providing information necessary for discussion.
Implementation
After managers approved implementation, the Perdirelli Milan project shifted into a different mode. (In contrast, the Basco project was always loosely managed.) Explicit senior management support, allocation of adequate time and resources, and affirmation of the project’s high priority helped overcome typical problems of resistance to change. Early involvement of the implementation team minimized resistance associated with the “not invented here” syndrome. A project log enabled new team members to familiarize themselves with the chronology and rationale for actions23 and was an invaluable reference for future projects. E-mail capabilities facilitated communication, both formal and informal, within the team.24
In the Pellton case, the proposed road map was fundamental to achieving initial supply-chain improvement but was also a platform for long-term changes. By opening communication channels between Pellton and its customers, the road map became a basis for ongoing continuous improvement in logistics and branched out to include, for example, product quality, design, and so on. Continuous efforts toward improvement and the need to ensure commercial benefits prompted tighter integration of the improvement project efforts into the respective organizations than did stand-alone projects.
Integration of the Framework
Implementation of the joint supply-chain improvement process with multiple customers requires more than one team. Next, we outline the Pellton training program for preparing employees. Such training requires a formal coordination structure that links logistics improvement with commercial issues such as benefit sharing.
Pellton offers several two-and-a-half-day training programs based on detailed Basco and Perdirelli case studies, the road map, and supplemental documentation. An optional one-day facilitation skills training session prepares participants to be team members or leaders. Pellton chooses participants primarily from sales, logistics, production, and IT. Training begins with a distribution game (the “beer game”) that helps participants understand the forces that undermine supply chains and the need for improvements.25 Participants discuss the shortcomings of the Pellton supply chain, Pellton’s overall strategy, and several logistics issues pertinent to the Basco and Perdirelli cases (e.g., SKU rationalization and consignment stock), thus uncovering the issues in the project road map. Attendees discuss each road map, drawing on the documentation and the two cases; mapping and redesign are group exercises. Lectures on supply-chain management, business process reengineering, or time-based competition are included when appropriate. The trained participants are subsequently able to apply the road map. Ideally, participants leave with a set of issues to consider when managing their own project and a list of initial action items.
Undertaking several simultaneous supply-chain improvement projects worldwide requires a formal coordination structure. Selecting customers and ensuring resource availability within a global company is more complex. Partnership projects with various customers may conflict. Managers must capture the lessons learned from all projects in a process road map superstructure. This includes a performance measurement system to monitor supply-chain improvements, for example, cost savings, market share increases, and project performance. Systematic project audits, as Clark and Wheelwright propose for new product development projects, are useful as well.26
How can a supplier jointly improve supply-chain efficiency with customers, develop true partnerships, and reap commercial benefits? We have described two projects in which a supplier attempted to improve relations with customers. By comparing the two cases, we derived the critical factors for such projects and integrated these into a joint supply-chain improvement framework. This tentative road map of a practical process allows firms not closely affiliated to improve supply-chain logistics and approach true partnership stature.
References
1. H.L. Lee, V. Padmanabhan, and S. Whang, “The Bullwhip Effect in Supply Chains,” Sloan Management Review, volume 38, Spring 1997, pp. 93–102.
2. J.L.S. Byrnes, “Baxter’s Stockless System: Redefining the Business,” unpublished manuscript, 1993.
3. J.H. Dyer, “How Chrysler Created an American Keiretsu,” Harvard Business Review, volume 74, July–August 1996, pp. 42–56.
4. E. Anderson and B. Weitz, “The Use of Pledges to Build and Sustain Commitment in Distribution Channels,” Journal of Marketing Research, volume 29, February 1992, pp. 18–34; and
A.J. Magrath and K.G. Hardy, “Building Customer Partnerships,” Business Horizons, volume 37, January–February 1994, pp. 24–28.
5. S.R. Helper, “How Much Has Really Changed between U.S. Automakers and Their Suppliers?”Sloan Management Review, volume 32, Summer 1991, pp. 15–28;
S.R. Helper and M. Sako, “Supplier Relations in Japan and the United States: Are They Converging?” Sloan Management Review, volume 36, Spring 1995, pp. 77–84; and
Dyer (1996).
6. Ibid, p. 42.
7. Dyer (1996);
J.P. MacDuffie and S. Helper, “Creating Lean Suppliers: Diffusing Lean Production Throughout the Supply Chain,” California Management Review, volume 39, Summer 1997, pp. 118–151; and
J.L.S. Byrnes and R.D. Shapiro, “Intercompany Operating Ties: Unlocking the Value in Channel Restructuring” (Boston: Harvard Business School, working paper 92-058, 1991).
8. Company names and various other details have been disguised for reasons of confidentiality. More detailed versions of this study are available as teaching cases from INSEAD, titled “Pellton International: Partnerships or Tug of War?” (Parts A, B, and C).
9. M.L. Fisher, “What Is the Right Supply Chain for Your Product?” Harvard Business Review, volume 75, March–April 1997, pp. 105–116.
10. Byrnes and Shapiro (1991);
Institute of Industrial Engineers, “Beyond the Basics of Reengineering: Survival Tactics for the ‘90s,” 1994; and
R.L. Manganelli and M.M. Klein, The Reengineering Handbook: A Step-by-Step Guide to Business Transformation (New York: American Management Association, 1994).
Institute of Industrial Engineers, “Beyond the Basics of Reengineering: Survival Tactics for the ‘90s,” 1994; and
R.L. Manganelli and M.M. Klein, The Reengineering Handbook: A Step-by-Step Guide to Business Transformation (New York: American Management Association, 1994).
11. Byrnes and Shapiro (1991), p. 21.
12. T.H. Davenport, Process Innovation: Reengineering Work Through Information Technology (Boston: Harvard Business School Press, 1993).
13. Byrnes and Shapiro (1991); and
Institute of Industrial Engineers (1994).
14. A key message in:
P.M. Senge, The Fifth Discipline: The Art and Practice of the Learning Organization (New York: Doubleday, 1990).
15. Byrnes and Shapiro (1991).
16. Ibid.; and
Institute of Industrial Engineers (1994).
17. T.J. Allen, Managing the Flow of Technology: Technology Transfer and the Dissemination of Technological Information Within the R&D Organization (Cambridge, Massachusetts: MIT Press, 1977).
18. R.F. Lynch and T.J. Werner, Continuous Improvement: Teams & Tools (Atlanta, Georgia: QualTeam, Inc., 1992).
19. D.J. Bowersox and P.J. Daugherty, “Logistics Paradigms: The Impact of Information Technology,” Journal of Business Logistics, volume 16, number 1, 1995, pp. 65–80; and
M. Hammer and J. Champy, Reengineering the Corporation (A Manifesto for Business Revolution) (London: Nicholas Brealey Publishing, 1993).
20. For discussions of mapping with examples, see:
Lynch and Werner (1992); and
Manganelli and Klein (1994).
21. Lynch and Werner (1992); and
H.J. Harrington, Business Process Improvement: The Breakthrough Strategy for Total Quality, Productivity, and Competitiveness (New York: McGraw-Hill, 1991).
22. General redesign principles can be found in:
Hammer and Champy (1993); and
Davenport (1993).
23. See Allen (1977).
24. For discussions of change management and project management, see, for example:
J.R. Meredith and S.J. Mantel, Jr., Project Management: A Managerial Approach (New York: Wiley, 1985); or
D.I. Cleland and W.R. King, eds., Project Management Handbook, second edition (New York: Van Nostrand Rheinhold, 1988).
25. Senge (1990).
26. K.B. Clark and S.C. Wheelwright, Managing New Product and Process Development: Text and Cases (New York: Free Press, 1993).