What to Expect From a Corporate Lean Program
“Lean” programs have helped many manufacturers boost productivity. However, misplaced expectations of how quickly these programs can improve performance can make their implementation more difficult.
Topics

Image courtesy of Volvo Truck Corporation.
Often modeled after the Toyota Production System, corporate “lean” programs — by which we mean programs that find and eliminate unproductive activities while increasing value creation — can be powerful instruments for improving the performance of manufacturing plants. Successful lean programs help to emphasize parts of the production process that add the most value and eliminate those that don’t.
However, misplaced expectations of how quickly these programs can improve performance can make their implementation difficult — and reduce their benefits. We believe that if managers better understood the rates at which lean programs produce their improvements, then implementations would go more smoothly — leading, ultimately, to further increases in overall productivity.
A Growing Number of Lean Programs
Many multinational manufacturing companies have introduced their own lean programs. Their numbers have been growing, especially in the last decade. Caterpillar, DuPont, Electrolux, Heinz, Honeywell, Johnson Controls, Siemens, Volvo and Whirlpool are just a few examples.1 These programs are called by different names, but in the vast majority of cases, they are labeled with the company’s name followed by “production system.”
Typically, a production system is a collection of lean production principles, methods, tools and techniques.2 Its goal is to provide a clear and stable structure and a road map for instilling a culture of continuous improvement in every plant in the company’s production network. However, an inherent challenge in implementing these programs is that every plant is different — in location, size, history, process technology, labor situation and other circumstances. Furthermore, different plants in the company’s global network are likely to face different sets of competitive and market conditions. These differences tend to complicate the top-down implementation of a production system. Nevertheless, for the growing number of multinational manufacturers that have introduced, or are considering introducing, their own lean production system, the issue is not whether lean programs are useful. Instead, it is how to manage their implementation.
The Challenges of Implementation
A key issue in managing implementation is how to set targets that are appropriate for improvement as a plant moves along its production system journey. By considering this issue, senior managers can make informed decisions about how they should allocate resources and initiate specific action programs in each plant.
That begs a basic question: How does the performance of a plant typically change as it implements a production system? Does it improve at a low rate in the initial stages of implementation and then accelerate as the plant gains more experience? Or are initial gains at a high rate (plucking “low-hanging fruits”) that becomes smaller at later stages? Or does performance change according to a more complex pattern?
To help find answers to these questions, we studied the implementation of the Volvo Production System, or VPS. The Volvo Group, based outside Gothenburg, Sweden, is a leading manufacturer of heavy vehicles, such as trucks, buses and construction equipment. (The company sold its Volvo Cars unit in 1999.) The Volvo Group introduced the VPS in 2007, and since then, it has been implementing the VPS in its 67 factories, located in countries around the world. VPS is similar to lean production systems used in many other companies, and we believe the insights from this study can be usefully applied in other companies. We examined the five-year history of this program, visited 44 of the 67 plants and interviewed 200 managers. (See “About the Research.”)
The Pattern of Performance Improvement
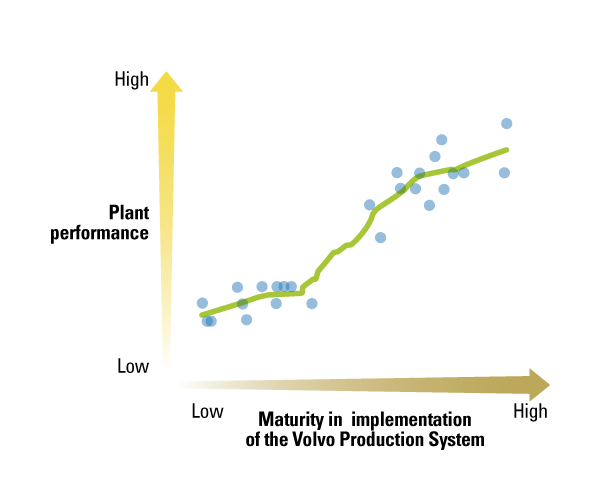
In theory, the effect of a production system on a plant’s performance depends on two variables: (1) how widely the production system has been implemented in different areas of the plant, and (2) how thoroughly these areas follow its prescriptions. A typical production system has many modules. Typically, at the beginning of an implementation, only a few modules are launched, in a few pilot areas of the plant. Later, implementation is expanded to other areas while the previous areas introduce more modules. The combination of these two variables — how widely and how thoroughly the production system is implemented — reflects the plant’s “maturity” in the implementation.
There are competing arguments for how a plant’s maturity in an implementation should affect its performance. On the one hand, if a lean program is a journey of incremental but continuous improvement, we should expect to see a linear relationship between implementation and effect on performance. On the other hand, the “low-hanging fruits” argument suggests that as a plant becomes more mature in an implementation, there would be fewer simple and quick improvements. Therefore, the rate of performance improvement would slow down.
Then there’s the common counterargument to the low-hanging fruits theory. This counterargument suggests that as initial resistance to change subsides and a plant becomes more mature in its implementation (with more areas of the plant applying the lean practices more thoroughly), its performance should improve more quickly, rather than more slowly. Which, if any, of these performance-improvement patterns is correct? That was what we hoped to find out in our study of the Volvo Production System.
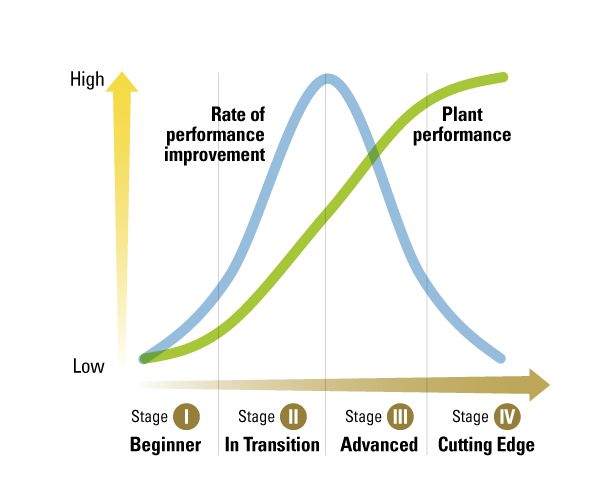
We found that the relationship between a plant’s maturity in a production system implementation and its resulting performance was significantly positive and that it followed roughly the shape of an S-curve. (See “The Relationship Between Implementation Stage and Performance.”) The S-curve pattern implies that the rate of improvement in the plant’s performance changes in the shape of a bell curve (the first derivative of the S-curve) as the plant becomes more mature in implementing the production system. In general, its performance improves slowly at first, and then at an increasing rate until the rate reaches a maximum level — after which the performance still continues to grow, but at a decreasing rate. Although performance remains at a high level, the rate of its
improvement gradually decreases. (See “The Pattern of Change in Plant Performance”)
The Relationship Between Implementation Stage and Performance
The Pattern of Change in Plant Performance
The Four Stages of Performance Improvement
Our research revealed that there are four distinct stages of changes in the rate of performance improvement. We have used these four stages to categorize the plants into four groups, depending on the maturity of their implementation.
Stage I: Beginner Plants
About a fourth of the Volvo Group plants we visited were at this stage. We call them “Beginners.” They were in this position for several reasons. Some had introduced the VPS only recently and were still in startup mode. Others had remained at this stage for some time. A few had regressed to it from a later stage. (The hurdles to productivity do not necessarily diminish with the mere passage of time.)
It was not surprising to observe signs of resistance in these plants. After all, a production system is a formal top-down program. It aims to reach deeply into all work practices in a plant and essentially change its culture. That means that the production system limits the plant’s freedom in choosing its own method of adopting lean practices. This can be a problem, since many local managers genuinely believe that “their plant is different” from all the rest — and therefore should be exempt from a cookie-cutter approach.
For example, consider the following reactions we heard at several Volvo plants:
- “That system is developed for the truck division — it doesn’t fit us.”
- “We are only 100 people here; we do not have the resources needed to implement such a vast system.”
- “That type of Japanese thinking does not apply to our democratic work organizations.”
- “The system does not take into account our difficult market situation; last year we employed 500 people, and this year we are laying off 300.”
Even when the feeling of “being different” was not strong, there were other hurdles. A production system can exacerbate “tool fatigue” — the frustration of coping with yet another improvement program. One plant manager said, “VPS rolled in with heaps of books from Sweden. Suddenly there were dozens of new words and abbreviations to master. And VPS is not the only child in Volvo. We also have ‘cash-to-cash cycle’ [a program to reduce the time between sales and purchase of materials], ‘operational development’ [a program focused on increasing employee involvement in the company’s strategy formulation process], ISO certifications and other initiatives, each filled to the brim with its own vocabulary, tools, methods and standards. It is exhausting!”
Indeed, introduction of the VPS often required training a substantial number of employees in its principles, modules, tools and practices before they could start many projects. This was time-consuming. Moreover, the plants usually started with a few VPS projects in limited areas, which had only a minor effect on the performance of the entire plant. Therefore, even when Beginners were implementing the VPS properly, it would take months before there was any visible performance improvement.
For all of the above reasons, this stage can be a dangerous period in implementation. The absence of visible improvements leads managers and operators in the plant to question the value of the production system. It can also cause impatient senior managers at headquarters to withdraw their support and deprive the plant of the resources and time it needs to get through this stage.
Senior managers, therefore, have a critical role during this stage. Although they should expect only a modest improvement in plantwide performance, they should be active and visible in promoting the production system. This means not only allocating sufficient funds for production system improvement projects, including assigning a dedicated team for implementation in the plant, but also demonstrating their personal commitment by sending strong signals, such as attending meetings and personally tracking progress.
Stage II: In-Transition Plants
We call the plants in this stage “In Transition” because they are transitioning to a new culture of continuous performance improvement. When the employees in a plant start to look for ways to improve operations, they inevitably find many low-hanging fruits, simple projects with quick returns. They not only improve the performance of the unit but also convince those directly involved of the value of a production system. When these initial success stories are shared, they shrink the number of skeptics. The plant’s performance starts to improve faster because of the quick returns of these projects and the greater number of new areas in the plant that join the effort.
As a plant moves from Stage I to Stage II, doing slightly better than before is not good enough. In-Transition plants must show much faster rates of improvement. Therefore, senior managers should set significantly higher targets (specific to each plant compared with its historical rate). They should also make the most of these higher rates of improvement to boost employee morale and build momentum on the shop floor. For example, during our visits, we observed that the plants that showed the best progress in this stage frequently used visual displays of the results, formal recognition of good projects and nonfinancial rewards. The excitement was often palpable in these plants, and local managers seemed eager to search for and copy other plants’ best practices.
One of the worst things senior management can do at this stage is to use the gains from improved productivity and efficiency to lay off workers and middle managers.
Senior management at both the plant and headquarters should ensure the nourishment of this virtuous cycle. One of the worst things they can do at this stage is to use the gains from improved productivity and efficiency to lay off workers and middle managers. Even the perception of that happening would create serious obstacles to implementation and revert the plant to Stage I.
If Stage II is managed properly, the syndromes of “being different” and “tool fatigue” start to fade away. However, there is a risk of creeping complacency. The managers and operators in these plants may feel that they are doing more than enough. It would be a challenge to convince them that their plant happens to be at the most steeply rising part of the S-curve, and a high rate of improvement is “normal,” not exceptional.
Stage III: Advanced Plants
Stage III plants are “Advanced” in the sense that they have accumulated considerable knowledge of and experience with the production system. Among the plants we visited, several had built reputations as centers of excellence. They were seen as places to go to learn about best practices.
Although these plants performed at high levels, their performance was not improving as quickly as before. Most of the low-hanging fruits had been picked, and plant staff had to dig deeper to find “easy” projects. Many of their improvement projects involved extensive and time-consuming changes in layout, machinery, technology and procedures, as well as new skills. These kinds of projects required more resources and deeper management commitment, and their full benefits would be realized only in the medium to long term. Moreover, with most areas of the plant already engaged in the VPS implementation, there were fewer new areas left to join the program and boost the plant’s overall performance.
This stage of implementation is also a potentially dangerous period. If the senior management is not aware of the S-curve pattern, it may believe that a plant that has moved into this stage has lost its luster because it is not improving its performance as quickly as it did before. It may hesitate to allocate sufficient resources to the plant, although it is precisely at this time that the plant needs more resources to carry out increasingly complex projects. This could start a vicious cycle of depriving the plant of needed resources and demoralizing local managers and operators. That, in turn, would result in less improvement, hence justifying the allocation of even fewer resources. As a result, the plant could slide back to Stage II or even Stage I.
Therefore, senior managers should again change their behavior when a plant moves from Stage II to Stage III. First, they should lower their expectations about the rate of improvement in performance. Second, they should empower the management in these plants to initiate and execute more of their own improvement projects. This may be difficult, because many of the projects at this stage are likely to involve major expenditures for new equipment and expensive changes in layout, thus demanding substantial resources and involving radical departures from existing practices. Finding the right balance between empowerment and close scrutiny of these projects can be challenging.
Stage IV: Cutting-Edge Plants
“Cutting-Edge” plants have implemented the production system thoroughly and widely. They are at the cutting edge because in order to improve further, they need to move beyond the efficient frontiers of the industry. At Volvo, we found few plants at this stage. They performed at very high levels, but the rate of improvement in their performances was diminishing. As a senior manager in one of these plants reflected, “The leaner we have become, the harder it is to sustain a high rate of improvement.”
Neither attaining Stage IV nor staying there is easy. Improvement projects become bigger and generally more expensive, while resulting in smaller rates of improvement. Some managers may question the wisdom of making such investments. However, one should realize that at these high levels, the benefits of even a small improvement in performance could create significant strategic advantages for the company. In other words, the benefits of additional performance improvements should be measured not only inside the plant but also beyond its walls. For example, a plant that produces high-quality products to a degree of consistency unmatched by others in the industry may show only a small improvement in its performance, but its capability to produce excellent products may allow the company to attract new customers or charge higher margins. Therefore, at Cutting-Edge plants, the critical role for senior managers is to search for ways to leverage these plants’ high capabilities strategically. Otherwise, it would be difficult to justify further process improvement investments in these plants.
The Importance of Corporate Commitment
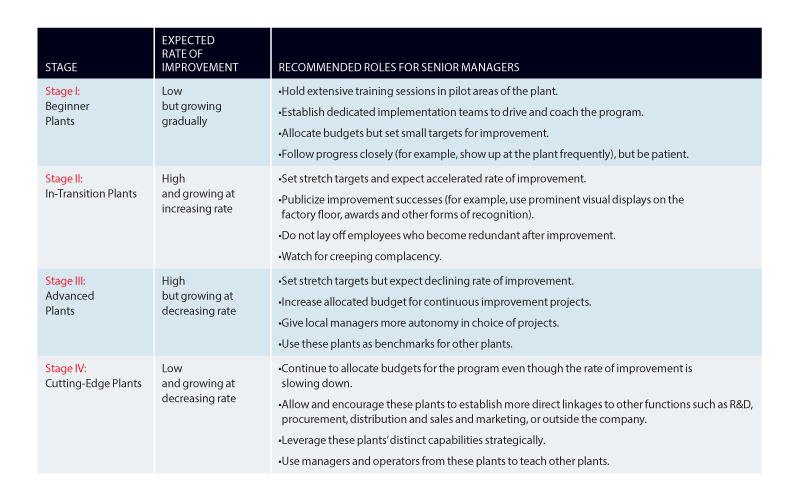
Clearly, senior managers need to tailor their actions and policies to each plant, based on its maturity in implementing the production system. (See “How Senior Managers’ Roles Should Evolve.”) Therefore, when a company decides to introduce a production system, it must establish a reliable process for measuring this maturity.
How Senior Managers’ Roles Should Evolve
At Volvo, this process is meticulous and intensive. It is, in fact, the responsibility of the VPS Academy at Volvo’s headquarters in Sweden. The VPS Academy schedules the assessments and the teams that carry them out. The members of these teams are experts. Typically two or three are from headquarters, and two or three are from other plants. They visit each plant for four to five days. During that time, they use standardized metrics to measure more than 100 variables to determine the plant’s maturity in implementing the VPS. Considering that Volvo has 67 plants on six continents — and that the goal is to assess each one at least once every two years and more frequently if possible — this commitment of the company’s resources is indeed significant.
The assessment process has other benefits besides determining a plant’s maturity in production system implementation. It provides a structure and a standard by which local managers can compare their plants with others. The assessment process is also an effective mechanism for the transfer of expertise and best practices. The team of experts doing the assessment can point out the wasteful practices in the plant and provide valuable advice to plant management during the process. Finally, these assessments have a strong symbolic impact: they communicate the company’s commitment to the production system. At Volvo, we noticed that a few plants had started to pay serious attention to VPS implementation only after they were scheduled for a formal assessment.
A plant that produces high-quality products may show only a small performance improvement, but its capability to produce excellent products may result in new customers or higher margins.
For any company, introducing a corporate lean program requires a long-term commitment. Under the best of circumstances, it takes years to move a plant from Stage I to Stage III or IV. Mind-sets — from the CEO and senior managers at headquarters to employees on factory floors — will need to change, and many variables, some of which are not under the control of the managers, can hinder progress. Furthermore, the mere passage of time does not move a plant to a higher stage. And the plant must continue to implement improvement projects, or it risks regressing to an earlier stage.
While our research has focused on the implementation of lean production systems, we believe the S-curve pattern of performance improvement applies to many other large-scale programs that, like lean production systems, are based on initiating many incremental improvements by a large number of employees in the organization — such as corporate environmental sustainability programs. We suspect that each organizational unit implementing such programs is likely to go through the four stages we have described here and that the insights from our study of VPS can be usefully applied in these cases.
We suggest that senior managers can make better decisions in the implementation of production systems if they calibrate their expectations accurately. Each plant’s journey may be different, but there is a common pattern in the way that implementing a production system improves performance. Knowing that the pattern follows the shape of an S-curve can help senior managers make better decisions, avoid mistakes and sustain their commitment over time. Implementing a production system is a long journey, but it is a worthwhile endeavor.
References
1. See T. Netland, “Exploring the Phenomenon of Company-Specific Production Systems: One-Best-Way or Own-Best-Way?” International Journal of Production Research 51, no. 4 (2013): 1084-1097.
2. See, for example, J.P. Womack and D.T. Jones, “Lean Thinking: Banish Waste and Create Wealth in Your Corporation” (New York: Simon & Schuster, 1996); and J.K. Liker, “The Toyota Way: 14 Management Principles From the World’s Greatest Manufacturer” (New York: McGraw-Hill, 2003).
i. For more details, please see T.H. Netland and K. Ferdows, “How Do Company-Specific Production Systems Affect Plant Performance?,” unpublished manuscript, February 2014.
Comments (6)
Leslie Brokaw
David Croson
Torbjorn Netland
Rabindranath Bhattacharya
Chris Reich
shridhar lolla