How Puritan-Bennett Used the House of Quality
In 1988, Don Clausing and I wrote an article on the “House of Quality,” a product development technique that had long been used in Japan and that was gaining popularity in the United States.1 Since then, over a hundred U.S. firms have adopted the technique for part or all of their product development activities. The House of Quality method, which is a part of Quality Function Deployment (QFD), has evolved through use. The formal charting techniques have given way to sophisticated market measurement, and firms have modified QFD to work within their corporate cultures.
The following case study illustrates how one company successfully used the House of Quality and QFD to enhance sales and profit while satisfying customers and reducing the cycle time of new product development. This case is rare because the company has agreed to share all the details of the application and the business implications.
The paper begins with a brief overview of the House of Quality concept. Then I describe the case study, and, to help readers understand the application of the method to a wide variety of markets, I close the paper with eight brief examples of other applications.
The House of Quality
Mitsubishi’s Kobe shipyard developed quality function deployment in 1972. Ford and Xerox brought it to the United States in 1986, and, in the last five years, it has been adopted widely by Japanese, U.S., and European firms. In some applications, it has reduced design time by 40 percent and design costs by 60 percent while maintaining and enhancing design quality.2 QFD helps an interfunctional team of people from marketing, research and development (R&D), manufacturing, and sales work together to focus on product development. It provides procedures and processes to enhance communication by focusing on the language of the customer.3
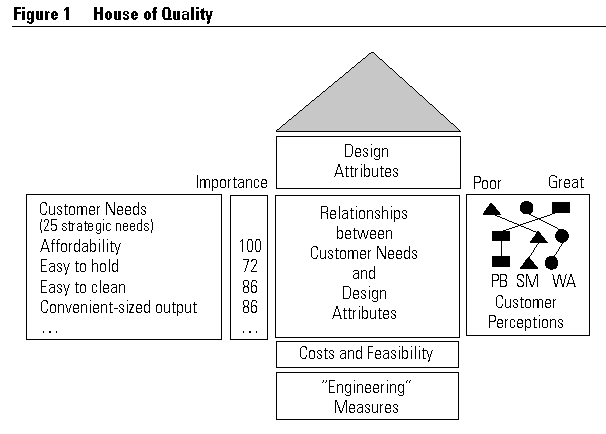
QFD uses four “houses” to integrate informational needs. Applications begin with the House of Quality (HOQ), which is shown conceptually in Figure 1. The team uses the HOQ to understand the voice of the customer and to translate it into the voice of the engineer. Subsequent houses continue to deploy the voice of the customer through to parts characteristics, key process operations, and production requirements.
The Voice of the Customer
Identifying Customer Needs.
The first task is to identify customer needs, which are descriptions in the customers’ own words of the benefits they want the product or service to provide. These needs are usually determined by personal interviews and/or focus groups, which bring together six to eight customers for a facilitated discussion. Customers typically identify one hundred to four hundred needs, including basic needs (what they just assume the product will do), articulated needs (what they say they want the product to do), and excitement needs (which, if they were fulfilled, would delight and surprise customers). However, it is difficult for a team to work with so many customer needs simultaneously.
Structuring the Needs.
To manage the customer needs, the team has to structure them into a hierarchy. The primary needs, also known as strategic needs, are generally the five to ten top-level needs that set the strategic direction for the product. “Ease of use” might be a primary need for a product. Secondary needs, also known as tactical needs, are elaborations of the primary needs; each primary need is usually divided into three to ten secondary needs. These needs indicate more specifically what can be done to fulfill the corresponding strategic or primary need. For example, the primary need “ease of use” might be described further as “easy to set up,” “easy to operate,” and “fast to use.” In most cases, the secondary needs are further subdivided into very detailed tertiary needs. These indicate specifically how the design team can fulfill the secondary needs. (For ease of exposition, I limit the discussion of the case study to primary and secondary needs.)
Prioritizing the Needs.
Customers want their needs fulfilled, but some needs are more important than others. Prioritizing helps the QFD team balance the cost of fulfilling a need with the benefit to the customer. For example, if fulfilling two needs is equally costly, then the need that is more important to customers should have higher priority. These priorities are normally determined through direct market research with customers.4 In the study below, the company measured importances on a hundred-point scale, but other companies may use different scales.
The first “room” of the House of Quality thus contains the list of primary, secondary, and tertiary needs, in priority order. A second room lists the priority or importance ratings.
Comparing Customer Perceptions.
Other customer-related information appears in another room in the house. Customer perceptions of how well the company’s current product and competitive products fulfill customer needs are useful for guiding product design. By understanding which products fulfill customer needs best, how well those customer needs are fulfilled, and whether there are any gaps between the best product and the company’s product, the QFD team can identify goals and opportunities for product design. This information is obtained through surveys of customers.
The Voice of the Engineer
- Identifying Design Attributes. The other rooms in the house involve translating customer needs into engineering concerns. The team needs to identify measurable requirements — design attributes — that will fulfill customer needs. For example, design attributes relating to ease of use might include “time to perform the task,” “initial setup time,” and “time for a new operator to perform the task.” These attributes need to be assigned physical measurement units (e.g., number of minutes) that then become targets for an R&D or engineering design. However, the attributes are not product solutions. Solutions come in the second house of QFD, which is not described here. If solutions are specified too early, the R&D process becomes constrained by existing solutions. New, creative directions may be missed.
- Comparing Engineering Measures. Just as the team measured competitive products with respect to customer needs, it now needs to compare competitive products on the physical units specified by the design attributes. For example, the time for a new operator to complete the task using each competing product must be measured and compared with the others.
- Developing the Relationship Matrix. The QFD team now judges which design attributes influence which customer needs and how much. The idea is to specify the strongest relationships while leaving most of the matrix — 60 percent to 70 percent — blank.
- Developing the Roof Matrix. This matrix, symbolized in the figure by the cross-hatched roof, quantifies the physical relationships among the design attributes. For example, if two design attributes are “speed of printing” and “quality of hard copy output,” then the roof matrix would indicate that improving one might degrade the other. However, when possible, the design team will seek creative solutions that improve both. For simplicity, the roof matrix for Puritan-Bennett is not given in this article.
- Making Other Estimates. In addition to the above, the team often estimates costs, feasibility, and technical difficulty for changes in each of the design attributes.
Developing a House of Quality can be time consuming; the team can spend a number of months just preparing to begin design work. But that time should be well spent. By identifying and quantifying customer needs, the team helps the company avoid unnecessary and costly redesigns and other rework. The total process should be shorter, less costly, and more effective.
Note that companies adapt this method to their own needs, and the company in the case study is no exception. The structure of Puritan-Bennett’s House of Quality differs slightly from Figure 1, but the company followed the general process closely.
The Spur to Action
In early 1990, the future of Puritan-Bennett’s spirometry business was in doubt. Puritan-Bennett (PB) sold two brands of spirometers, which are medical devices that measure lung capacity. Each spirometer was based on a different technology, and both were priced at about $4,500. Although sales had remained roughly constant, PB’s market share slipped from 15 percent in 1988 to 11 percent in 1989 to 7 percent in 1990. A major competitor, Welch Allyn (WA), had just introduced a new product, PneumoCheck, at the unheard-of price of $1,995. WA was a formidable competitor. Although new to spirometry, the company was well known in the medical equipment market, it had a formidable distribution system, and it had the projected staying power to make a commitment to the spirometry market. Furthermore, the low price meant that WA would penetrate the fastest-growing portion of the spirometry market, general practitioners, which PB had found difficult to attract. WA’s advertisement for the product had the slogan “You told us, ‘Eliminate the extras’” over a picture of bells and whistles. General practitioners apparently wanted a spirometer with the basic functions at low cost.
PB faced a real crisis. Without a growth in sales, the company probably would not sell enough spirometers to cover costs. However, because its sales reps were already calling on 80 percent of the hospitals and because it had a well-established distribution system for physicians who did extensive spirometry testing, PB could not grow without penetrating the general practitioner market. Oscar Kaelin, operations manager of PB’s Boston division, which made the spirometers, felt that a concerted effort by R&D could bring down the costs. However, he had enough experience to know that these cost reductions would enable him just to hold the line against inflation; they would not achieve the 60 percent price reduction necessary to match WA. Emergency changes in product marketing, such as the five-year warranty that had been introduced in 1989, could maintain sales, but they were unlikely to reverse the decline in share or achieve the necessary market growth.
Furthermore, spirometry was extremely important to the success of PB’s Boston division. Although the division did produce other products, none were as visible nor accounted for as much sales impact as spirometers. Sales of other products, such as an operating room monitor, could not support the Boston division. The division had to be successful in spirometry.
Spirometry
Spirometry is a simple medical test that requires a patient to inhale and then exhale as hard, as fast, and as long as possible in one long breath. The spirometer measures the total volume of air in the lungs as well as the amount that can be exhaled in the first second. Some spirometers also measure inhaling ability. Measurements are compared to norms for age, height, sex, and so on, and measurements can be compared before and after treatment (“pre/post” measurements).
Spirometry is an important diagnostic tool for a wide variety of illnesses. It is the only test that can detect chronic obstructive pulmonary disease, the third most frequent cause of disability and the fifth leading cause of death in the United States, more than ten years before symptoms occur. The National Institutes of Health (NIH) recommend spirometry for diagnosing and following asthma. Hospitals routinely use spirometers before surgery so that surgeons and anesthesiologists are aware of any lung function impairment.
Spirometry is growing in importance among general practitioners. Not only has the NIH issued asthma awareness guidelines that recommend spirometry for routine asthma screening, but physicians also use spirometers with pre/post capability to adjust medication dosages right in the office. Some insurance companies now require spirometry screening; such screening is a new source of revenue for many physicians.
Technology
The original spirometers work by volume displacement. The patient exhales into a tube that is connected to the bottom of a container. The exhaled air fills the container, often displacing a cylinder. Lung capacity is measured by the amount of volume that the exhaled air displaces. Volume-displacement spirometers are very accurate and are often cited as the “gold standard” of spirometry. But their large size and high cost restrict their use to hospitals and large clinics. Another problem, recently made salient by reports of antibiotic resistant tuberculosis and other communicable diseases, is that the equipment becomes contaminated with the expired air and must be cleaned often.
In 1974, flow spirometers were introduced. With this device, the patient blows into a tube called a pneumotach. At the end of the tube is a membrane designed so that a sensor measures the pressure and, hence, the rate of flow of the exhaled air. By integrating the flow rates over the time of the test, a computer or microprocessor can compute the air volume that was exhaled. Some flow spirometers measure inhaling capability by monitoring the pressure through the membrane in the reverse direction as well as the forward direction. The majority of them use permanent pneumotachs but cap them with a disposable mouthpiece for sanitation.
Flow spirometers are smaller and easier to clean than the volume-displacement devices and have proven to be as accurate. They made inroads into the market from 1985 to 1987, and by 1988, most clinics and physicians who had spirometers had adopted flow devices. Many hospitals had the space to retain the volume-displacement spirometers.
In 1979, Puritan-Bennett acquired a company that introduced the first disposable pneumotach, which improved infection control. In 1989, PB added inhale-measurement capability with the PB900A diagnostic spirometer. Disposable pneumotachs cost about two dollars for exhale-only measurement and about four dollars for inhale-and-exhale measurement. In 1982, PB expanded the line to include a volume-displacement device, the PS600 Processing Spirometer.
Products Available in 1990
The PB900A weighed fourteen pounds and measured four by twelve by sixteen inches. It included a keypad to enter data and select functions, and it produced output with a silent thermal printer on four-and-a-quarter-inch tape. It included a microprocessor for pre/post comparisons and, with the BD250 pneumotach, could record both expiratory and inspiratory lung capacity. PB also sold a PB950 spirometer that provided the same features plus data management.
The PS600, a volume-displacement device, weighed sixteen pounds and measured nine by twelve by fifteen inches. Although more bulky than the PB900A, it provided many additional features, including the ability to provide a complete output of patient data and statistical analysis. It was sold to high-volume customers who wanted a low cost per test, which was achieved by equipping the device with reusable pneumotachs. In 1991, PB planned to phase out the PS600 to focus on the benefits of disposable pneumotachs.
The Welch Allyn PneumoCheck was six pounds, measuring eight by seven by ten inches. It had a reusable pneumotach that detached for easy patient use. It calculated the patient’s best effort and displayed the results on an LCD screen. The pneumotach attached to the base unit for thermal printing and recharging. The PneumoCheck did not provide pre/post comparisons or bidirectional testing capabilities.
Other competitors included the Spirometrics Flowmate ($3,650), nine pounds, six by thirteen by thirteen inches. It was a flow spirometer with pre/post capability, visual display, hard-copy output, and serial output to computers and external printers. Tamarac Systems made the Presto Standalone Spirometry System ($2,495), which weighed five pounds and measured nine by nine by three inches. It was a two-part instrument with integrated thermal printer. Both units had disposable mouthpieces, but the flow meters required sterilization between uses.
R&D at Puritan-Bennett
Prior to 1990, PB had used a traditional phase review product-development process in which the engineering group drew on its knowledge of the market, supplemented by inputs from marketing and sales. The group had successfully enhanced spirometers with new technologies such as the disposable pneumotach but had also experienced cost, time, and quality delays in bringing products to market. The PB engineers had a deep understanding of spirometry, perhaps the best in the market. But it was clear to Kaelin and to Jean Bartlett, product manager, that technology alone would not meet the Welch Allyn competitive threat. Furthermore, both Kaelin and Bartlett believed that it was important to meet the WA threat quickly. They could not afford delays in the new product development process.
Quality Function Deployment
On the recommendation of Moe Blais, a PB general manager, Kaelin called Mel Klein of Applied Marketing Sciences, Inc. (AMS), to learn more about the QFD product-development technique. Even if the claims that QFD could reduce design costs by 60 percent and design time by 40 percent were exaggerated, the method seemed worth investigating.
Klein assured Kaelin that QFD was worth exploring. Regardless of how formally PB decided to follow the process, it would benefit from gaining a good knowledge of customer needs and therefore some direction for its R&D effort. Klein offered his company’s services for helping PB implement QFD, and PB eventually accepted.
An Interfunctional Product Development Team
QFD stresses that product development is more successful if there is good communication among all the people involved in designing, building, and delivering the product to the customer. Bartlett and Kaelin put together a working team drawn from marketing, customer service, sales, engineering, R&D, manufacturing, and management. This team would stay together throughout the development of a new spirometer and would be involved in all market research, all technical design, and all introductory plans. In this way, engineering and R&D would have firsthand exposure to customer needs; marketing, customer service, and sales would understand the technology behind the product, how to use the technology, and what improvements were likely to be feasible in the future; and the product would be designed for cost-effective manufacture and shipping. All strategic decisions would be made with full knowledge of the customer and the technology and with the team’s support.
The Voice of the Customer
With help from Applied Marketing Sciences, the PB new product development team got in touch with spirometry customers. Through a combination of focus groups and telephone interviews, customers (pulmonologists, allergists, nurses, distributors, and sales representatives) were asked to describe their experiences, how they used spirometers, and how they made product decisions. When a customer mentioned a need or experience, the interviewer probed the customer until he or she gained a deep understanding of that need from the customer’s perspective. The interviews were recorded, transcribed, and analyzed carefully. Team members from AMS and PB looked for any and all needs that were mentioned, including basic needs, which customers assumed that any spirometry system would satisfy, and articulated needs, which customers specifically raised (see Table 1). They also sought to identify any excitement needs — those needs that, if fulfilled, would have delighted and surprised the customer but that were not yet available with any current spirometry system.
In order to make tradeoff decisions, PB determined the priorities that customers assigned to each of the twenty-six customer needs. For example, for one segment, affordability was extremely important (100 points) whereas effective data handling was only moderately important (48 points). The company obtained importance ratings for each of its targeted segments.
Now PB could determine its own priorities for the product, based on customer priorities, the costs and feasibility of fulfilling customer needs, and the grades customers assigned to their existing spirometry systems. For example, affordability, accurate readings, and ease of operation were extremely important; a new spirometry system had to satisfy those needs. Customers gave the PB900A poor grades (relative to the competition) on “good printout quality.” The PB900A received only a 75 on a 100-point scale on printout quality, which was very important (95 on a 100-point scale). Thus printout quality represented one opportunity for improvement.
Translating Customer Needs into Engineering Targets
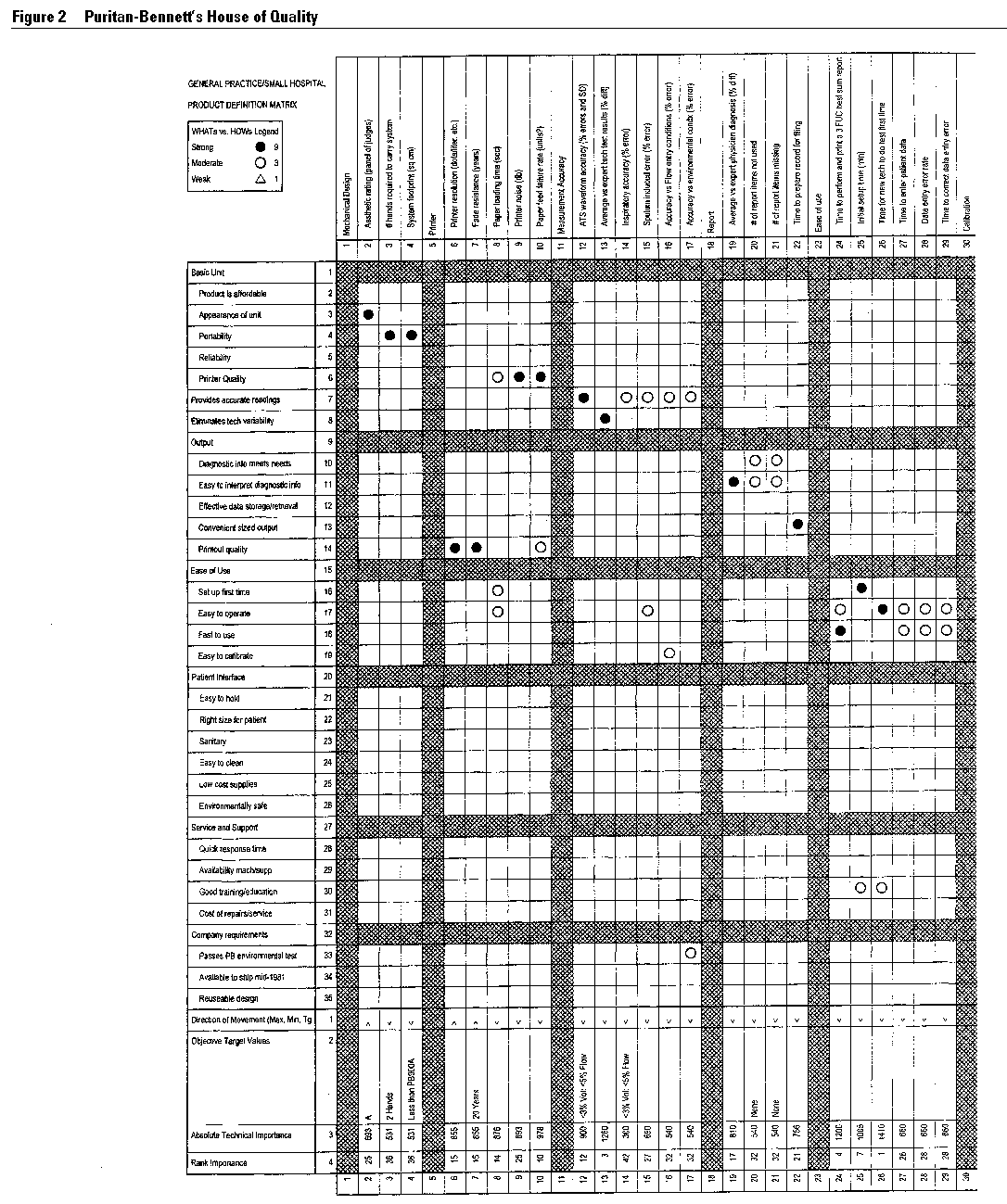
Suppose that PB decided to focus on good printout quality. The words “printout quality” express the customer’s concept, but engineers need these words translated into their vocabulary in order to actually build a spirometer. In this case, printout quality was defined in terms of printer resolution, fade resistance (over a period of years), and paper-feed failure rate. Notice that these design attributes are generic descriptions of the spirometry system. They are not solutions, such as a four-and-a-quarter inch thermal printer or a built-in, letter-quality, eight-and-a-half by eleven inch printer. Such solutions may be part of the final design, but if such solutions are listed at this stage, they constrain the range of possible solutions. For example, PB ultimately decided to have no printer at all but to make it easy for the customer to print out results on another printer already in the office. This more creative solution may not have been identified if the technical problem had initially been defined as a choice between a thermal printer and a letter-quality printer.
In total, PB specified fifty-six engineering design attributes as means to fulfill the twenty-six customer needs. These design attributes are listed at the top of the House of Quality in Figure 2. The body of the house indicates which design attributes fulfill which customer needs. For example, printer resolution has a strong relationship to printout quality. The far right of the house provides measures of how PB and each competitor performs with respect to the customer needs. At the bottom of the house is a measure of “absolute technical importance,” which is derived from the importance ratings and the relationships between the customer needs and the design attributes.
Using the House of Quality
Once completed, the House of Quality became a vehicle for communication. The House of Quality did not automate PB’s design. The endeavor’s success depended on the skill of the people involved and on PB’s expertise and experience in spirometry. But the method did ensure that technical tradeoffs reflected the needs and desires of the customer and that the customer-contact people understood the technical tradeoffs. Throughout the development process, the House of Quality provided an organizational history and a framework for making decisions. It suggested areas of investigation and provided a means to evaluate potential solutions. It provided a common language (the customer’s language) to discuss and resolve alternative approaches. It made sure that the right information got to the right people at the right time. In short, it enhanced communication and focused the design process on the customer.
Timing
If the House of Quality seems like a lot of work, it is! The entire process of upfront research took approximately four months. However, by investing time early in the process, PB was able to avoid costly redesign and rework to “get the bugs out.” However, four months into QFD, under direct competitive pressure for a rapid response, with no detailed design work yet completed, the team and the rest of the company needed faith in the process not to rush a quick engineering design.
In October 1990, Puritan-Bennett finished this phase and began to develop a new spirometry system. Engineers studied the House of Quality and proposed solutions. They tested their solutions with customers by showing specifications, then a visual model, and finally working prototypes. By September 1991, a new spirometry system was ready to launch. The team’s faith was rewarded — the new spirometry system had been designed in record time at an acceptable cost. But the real reward was customer reaction.
A Successful Launch
That September, Kaelin and Bartlett went to a medical equipment trade show in Las Vegas to introduce the RenaissanceTM Spirometry system. It was hailed as the hottest new piece of medical equipment at the show. There were long lines and strong interest from distributors, and at the home office, the toll-free number started ringing off the hook. Early forecasts projected a five-fold increase in sales over 1990 levels.
The design breakthrough had been the idea to create a modular system. Each customer segment could use the system to best meet its needs. Larger clinics could place it on a desk or laboratory table; clinic personnel or general practitioners, for whom space was at a premium, could attach it to the wall or carry it in their pockets. The spirometer could even fit in a briefcase for visits to patients.
The Renaissance system consists of a five by seven by two inch spirometer that can run on either an AC adapter or a rechargeable battery. It attaches to a base station for battery recharging and for downloading patient information to a separate printer. PB offers two printers as options, but the spirometry system also works with most existing office printers. Data is stored on removable data memory cards, which means the system can provide almost unlimited data storage, pre/post analyses, and shared data across spirometers. Naturally, the spirometer uses PB disposable pneumotachs.
Because the user can buy modules as needed, an occasional screening system consisting of spirometer and base station is priced at $1,590, $405 below Welch Allyn’s product, and it has more functions. However, if the customer wants to enhance the system to increase productivity for busy routine testing in three or more examination rooms, the customer can purchase three spirometers, one base station, two charging stations, two memory cards, and a Canon Bubblejet printer for a total cost of $4,088.
It’s easy to see how the Renaissance system meets the identified customer needs. For example, the modular prices make the system affordable for each segment. By having customers use their own printers (or reselling printers to them), the company achieves the goal of good quality printouts. The small spirometer and the PB pneumotachs make the system easy to hold, and the system is clearly portable, especially with the patient data cards. These cards also deliver effective data storage and retrieval. The five-year warranty-exchange program, which is easier to provide given the modular design, offers low-cost repair and service (actually no cost) that signals high reliability.5
Furthermore, the modularity makes it easy for future R&D efforts to improve the system with respect to customer needs. (“Reusable design” was one of PB’s own requirements.) As new printers become popular, PB can add compatibility. Improved software can add new functions, new pneumotach technology can be introduced without major changes in the spirometer, new modules can be designed to add functions or improve existing functions, and so on. With careful management and creative engineering solutions, PB can gain market share, enhance its profits, and consolidate its market position.
On 12 December 1991, the Federal Drug Administration approved the new system, and PB began shipping to customers. Through the next few months, it continued to ship all of its production capacity, and the order rate was well above capacity. Kaelin is now looking to expand the PB presence in new spirometry markets.
The Boston division attributes the success of the new system to the interfunctional cooperation of the new product team and to the careful use of QFD. Not only did the Renaissance system satisfy customers and greatly increase PB’s market share, but Kaelin and Bartlett both agree that the development process went faster and more smoothly than usual. The Boston division is continuing the process to improve the system and to develop new medical products. It is planning for the future with the full involvement of marketing, sales, customer service, engineering, R&D, manufacturing, and management personnel.
Additional Applications
The Puritan-Bennett case is typical of many U.S. applications of the House of Quality. The PB team worked well together and used market information to understand customer needs. The product was designed carefully to meet those needs. More effort was directed at using the information and ensuring that the team worked together than at getting the HOQ chart perfect.
The following is a list of some other successful applications of the House of Quality method. They are based on applications I have observed or in which either AMS or I were involved.
A manufacturer of consumer stationery products observed a year-by-year decline in the sales of a key replacement component in its line. The company did not know whether the decline was due to the perceived quality of the component or the appeal of the product itself. QFD identified the important customer needs, which helped the company identify key design attributes. Laboratory measures of the design attributes indicated that a modest improvement in the component’s quality would reverse the decline in sales.
A manufacturer of construction tools was considering a new technology that promised to save labor at construction sites. These tools would have applications in a variety of industries and market segments. Although the basic technology existed, the firm would need to invest in significant design efforts to create an actual product. The HOQ process identified key customer needs that were important to a target segment and that would distinguish the new product. The manufacturer focused the product development program to this segment and these needs.
A financial institution evaluated its formal customer communications program. It identified eight important customer needs that were not being addressed effectively by current communications. It revised the communications programs and achieved increased sales.
The information systems group in an insurance company had a substantial backlog of requests from other functions, all of which were labeled high priority. By linking the benefits provided by the projects to important customer needs, the company was able to eliminate some projects, identify new projects that were important to the customer, and establish priorities for the remaining projects.
A manufacturer of a lightweight chemical mixing device had positioned its product as more portable than others. However, customer feedback suggested that ease of use and accuracy were of much greater importance. Through QFD, the company modified the training requirements and improved mixing predictability. Sales increased.
An entertainment provider with 350 separate locations discovered that customers viewed one specific area of its operation as very important. However, customers did not perceive that the entertainment provider satisfied their needs in that area. A crash program was undertaken to identify and implement programs that would affect that area and beat out competition.
A start-up manufacturer of a new surgical instrument had contracted with a design firm to develop prototypes for a new scalpel. The choice of the final design would depend on accommodating the constraints of the technology in a package that fit the way surgeons operated. The HOQ process reoriented the development and design effort and significantly improved product acceptability.
A manufacturer of office equipment was designing the next generation of a product that held a dominant market position. A competitor, using digital technology, was making rapid inroads in a related market segment. The customer information suggested that the benefits of the digital technology were important for the competitor’s market segment but of only minor importance for the manufacturer’s market segment. As a result, the manufacturer refocused its development effort to more important customer needs and avoided the expense and delay of moving to the digital technology.
In each of these examples, the key lesson is not only that the data were timely, but that the product development team was able to use the data successfully to make changes that resulted in either improved sales or profitability.
References (9)
1. J.R. Hauser and D.P. Clausing, “The House of Quality,” Harvard Business Review, May-June 1988, pp. 63–73.
2. Ibid.




{kind=link}
{kind=link}
{kind=link}