Using Supplier Networks To Learn Faster
Last year, Toyota Motor Corp. posted profits that exceeded the combined earnings of its three largest competitors. In today’s world of hypercompetition, how did Toyota accomplish this? In searching for the answer, many business gurus and researchers have overlooked — or have not fully understood — the importance of knowledge-sharing networks. Certainly, knowledge management has become a hot topic. But how exactly do firms learn, and why do some companies learn faster than others? Furthermore, does learning go beyond the boundaries of the organization?
Many companies keep their suppliers and partners at arm’s length, zealously guarding their internal knowledge. In sharp contrast, Toyota embraces its suppliers and encourages knowledge sharing with them by establishing networks that facilitate the exchange of information. By doing so, Toyota has helped those companies retool and fine-tune their operations, and the results have been stunning: 14% higher output per worker, 25% lower inventories and 50% fewer defects compared with their operations that supply Toyota’s rivals. Such improvements have provided Toyota with a significant competitive advantage, enabling the company to charge substantial price premiums for the enhanced quality of its products. As Koichiro Noguchi, a Toyota director and former purchasing head, puts it, “Our suppliers are critical to our success. We must help them to be the best.”
Toyota is not alone. More and more, companies are recognizing the competitive advantage that springs from the manner in which they work with their partners. Even powerful Microsoft Corp. has to rely on companies around the world to localize and translate its products in markets as diverse as those of China, Chile and the Czech Republic. Ultimately Microsoft’s speed to market and even the quality of its offerings in those countries depend directly on how well it works and shares knowledge with those firms. For computer-systems company Dell Inc., suppliers are the very lifeblood of its business, and effective knowledge sharing with those partners is crucial for the company’s success (see “Knowledge Sharing at Dell.”). conductor manufacturer headquartered in San Jose, California, have also realized the importance of knowledge sharing with partners, and they are looking at strengthening those processes. As Xilinx vice president Evert Wolsheimer states, “I think our partnership relationships will evolve in a similar direction over time to look like what Toyota has done.”Other firms like Boeing, Harley-Davidson and Xilinx, a semi-conductor manufacturer headquartered in San Jose, California, have also realized the importance of knowledge sharing with partners, and they are looking at strengthening those processes. As Xilinx vice president Evert Wolsheimer states, “I think our partnership relationships will evolve in a similar direction over time to look like what Toyota has done.”
Learning at Toyota
So what exactly has Toyota done? To answer this, we performed an in-depth study of Toyota and its suppliers (see “About the Research”) and found that the company has developed an infrastructure and a variety of interorganizational processes that facilitate the transfer of both explicit and tacit knowledge within its supplier network. (See “Two Types of Knowledge.”) The effort, headed by the company’s purchasing division and its operations management consulting division (OMCD), consists of three key processes: supplier associations, consulting groups and learning teams. (See “How Toyota Facilitates Network Learning.”)


Supplier Associations
In 1989, Toyota started an association for its U.S. suppliers. Named the Bluegrass Automotive Manufacturers Association (BAMA), the group was modeled after Toyota’s supplier association in Japan (called kyohokai). The initial objective was to provide a regular forum for Toyota to share information with and elicit feedback from suppliers. Membership was voluntary, but word gradually spread about the value of joining the association. By 2000, BAMA had grown to 97 suppliers from an original membership of just 13. According to Toyota’s Chris Nielsen, general manager for purchasing planning, “We really didn’t know if this would work in the U.S. … Before BAMA, it was not very natural for supplier executives to talk and share information. … Over the years, that has changed as suppliers have built relationships at senior levels.”
Details of the kyohokai reveal the various mechanisms through which knowledge is shared. The supplier association holds both general-assembly meetings (bimonthly) and topic committee meetings (monthly or bimonthly). The former enable high-level sharing of explicit knowledge regarding production plans, policies, market trends and so on within the supply network. The latter allow more frequent interactions on four specific subject areas — cost, quality, safety and social activities — which are generally of benefit to all members of the network. The quality committee, for example, picks a theme for the year, such as “eliminating supplier design defects,” and meets bimonthly to share knowledge with regard to that particular topic. The quality committee also sponsors various activities, including basic quality training for more than 100 engineers each year, tours of “best practice” plants both inside and outside the automotive industry, and an annual conference on quality management that highlights in-depth supplier cases of quality improvement selected by a panel. Such efforts, in conjunction with those of the other committees, not only provide a forum for sharing valuable knowledge, they also help develop relationships among the participating suppliers.
Consulting/Problem-Solving Groups
As early as the mid-1960s, Toyota began to provide expert consultants to assist its suppliers in Japan. To that end, the company established the OMCD for acquiring, storing and diffusing valuable production knowledge residing within the Toyota Group. The OMCD consists of six highly experienced senior executives (each of them has responsibility for two Toyota plants and approximately 10 suppliers) along with about 50 consultants. About 15 to 20 of those consultants are permanent members of the OMCD, while the rest are fast-track younger individuals who deepen their knowledge of the Toyota Production System (TPS) by spending a three- to five-year rotation at the OMCD. Toyota sends these in-house experts to suppliers, sometimes for months at a time, to help those companies solve problems in implementing the TPS. Interestingly, Toyota does not charge for its consultants’ time, instead making the OMCD a resource available to all members of the Toyota Group. Our survey of 38 of Toyota’s largest first-tier suppliers in Japan revealed that, on average, they received 4.2 visits per year, each lasting 3.1 days.
In 1992, Toyota established the U.S. version of the OMCD. Originally called the Toyota Supplier Support Center (now TSSC Inc.), the group has since grown to more than 20 consultants and is headed by general manager Hajime Ohba, who is a former OMCD consultant. Like the OMCD, the TSSC requires that participating suppliers share their project results with others. This policy allows Toyota to showcase “best practice” suppliers that have successfully implemented various elements of the TPS, and it encourages the suppliers to open their operations to one another. This is critical because the ability to see a working template dramatically increases the chances that suppliers can successfully replicate that knowledge within their own plants. Companies can, however, designate certain areas of their plants — where Toyota hasn’t provided any assistance — as off-limits to visitors in order to protect their proprietary knowledge.
To date, transfers of TPS know-how have been difficult and time-consuming. Although the goal is to achieve success in six months, no project in the United States has been completed in less than eight months and most consume at least a year and a half. “It takes a very long time and tremendous commitment to implement the Toyota Production System,” says Ohba. “In many cases it takes a total cultural and organizational change. Many U.S. firms have management systems that contradict where you need to go.” Consider Summit Polymers Inc., a manufacturer of plastic interior parts, based in Kalamazoo, Michigan, which was one of the first U.S. suppliers to use the TSSC. According to Tom Luyster, who was vice president of planning at the time, “The TSSC sent approximately two to four consultants to our plant every day for a period of three to four months as we attempted to implement TPS concepts in a new plant.” And after that initial phase, Toyota continued to provide ongoing support to Summit Polymers for more than five years.
But the results have been impressive. On average, the TSSC has assisted suppliers in increasing productivity (in output per worker) by 123% and reducing inventory by 74%. These improvements clearly demonstrate that, although the TSSC’s knowledge-transfer processes require considerable effort, they can dramatically improve supplier performance.
Take, for example, Continental Metal Specialty (CMS), a supplier of metal stampings, such as body brackets. The consulting process began with Toyota sending people to teach the TPS to CMS personnel, after which the two companies jointly examined CMS’s production process to identify each step, flagging those that were value-added versus those that were not. Out of 30 steps, four were designated as value-added: blanking, forming, welding and painting. Toyota and CMS then reconfigured the production system to eliminate as many of the non-value-added steps as possible. One important change brought welding into the plant and placed it next to the forming process, thereby eliminating 12 non-value-added steps. Over time, CMS has eliminated a total of 19 non-value-added steps, reducing setup times from two hours to 12 minutes. In addition, inventories on most parts have been reduced to almost one-tenth of previous levels. Then CMS chairman George Hommel described the benefits: “We wouldn’t be where we are now if we hadn’t worked with Toyota. I’d say that 75% to 80% of all that we’ve learned from customers has come from Toyota.”
It should be noted that Toyota does not ask for immediate price decreases or a portion of the savings from the improvements. Suppliers keep all of the initial benefits, in contrast with the General Motors Corp. (GM) typical practice of asking for a price decrease after offering assistance at a supplier’s plant. As one supplier executive declared, “We don’t want to have a GM team poking around our plant. They will just find the ‘low-hanging fruit’ — the stuff that’s relatively easy to see and fix. … We’d prefer to find it ourselves and keep all of the savings.” Of course, Toyota does eventually capture some of the savings through its annual price reviews with suppliers, but the company is careful to keep activities that create value completely separate from those that appropriate value. For example, Toyota has typically used a “target-pricing” system by which the company lets suppliers know the prices it thinks are fair for certain parts for the duration of a contract.1 This motivates suppliers to cut costs continually to reap higher profits on those parts.
Voluntary Learning Teams
In 1977, the OMCD organized more than 50 of its key suppliers in Japan into voluntary study groups (called jishukenkyukai, or jishuken) to work together on productivity and quality improvements. With the help of an OMCD consultant, the teams determined a theme and spent three months addressing the problems of each of its members’ plants. Jishuken are an advanced knowledge-sharing mechanism through which members learn as a group, exploring new ideas and applications of TPS. The team then transfers any valuable lessons to Toyota and throughout the supplier network.
In 1994, Toyota replicated the jishuken concept in the United States by establishing three plant development activity (PDA) core groups among 40 suppliers. As with the supplier association, membership was voluntary. For the first year, the theme was quality improvement because, as Toyota’s Chris Nielsen noted, “everyone agrees that they can improve quality.” Each PDA member was asked to select a demonstration line within a plant as a place to experiment with implementing certain concepts.
Our interviews with U.S. plant managers revealed the value of the PDA projects. According to one manager, “When you bring a whole new set of eyes into your plant, you learn a lot. … We’ve made quite a few improvements. In fact, after the [PDA] group visits to our plant, we made more than 70 changes to the manufacturing cell.”
A key reason that PDA transfers of tacit knowledge have been particularly effective is that they involve learning that is context-specific. The plant manager from Kojima Press Industry Co. Ltd., a supplier of body parts, describes an example: “Last year we reduced our paint costs by 30%. This was possible due to a suggestion to lower the pressure on the paint sprayer and adjust the spray trajectory, thereby wasting less paint.”
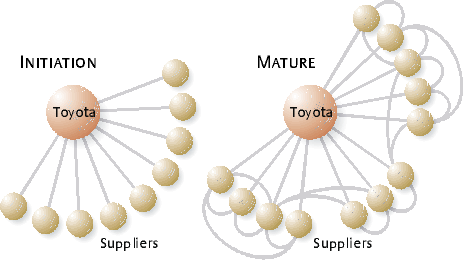
The Evolution of a Knowledge-Sharing Network
The successful structures and collaborative relationships of the three knowledge-sharing processes — the supplier association, consulting groups and learning teams — did not appear by happenstance. Rather, Toyota established these institutions in the same order in both the United States and Japan. The intent was first to create weak, nonthreatening ties that could later be transformed into strong, trusting relationships. As each structure evolved and the relationships matured, the processes became a vehicle for a shared identity among Toyota suppliers. As one supplier executive put it, “We’re a member of the Toyota Group. That means we are willing to do what we can to help other group members.”
In the initiation phase of Toyota’s U.S. network (roughly from 1989 to 1992), the network structure was a collection of dyadic ties with Toyota as a hub that heavily subsidized activities. (See “Evolution of Toyota Network.”) Toyota’s help came in two forms: financial (for instance, funds for planning and organizing meetings) and valuable knowledge. It was important for Toyota to subsidize network knowledge-sharing activities early on to motivate members to participate. The supplier association was the vehicle through which links to suppliers were established and explicit knowledge was transferred. In that early stage, the connections between suppliers were weak, and there were numerous holes because most suppliers did not have direct ties to each other. Companies were motivated to participate in the supplier association primarily to demonstrate their commitment to Toyota with the hope that they would then be rewarded with additional future business. At this point, the network was just beginning to develop an identity, and suppliers did not yet perceive a strong sense of shared purpose with other members.
Next, Toyota gradually increased the strength of its bilateral relationships with suppliers by sending consultants to transfer valuable knowledge at minimal cost. Consequently, suppliers increasingly participated in the network not only to demonstrate their commitment to Toyota but also to learn from the company. Although the supplier association facilitated the exchange of information that was primarily explicit, the personal visits of consultants were effective in transferring tacit knowledge of greater value. And the consultants created an atmosphere of reciprocity: Suppliers began to feel indebted to Toyota for sharing knowledge that significantly improved their operations.
In the final phase, the PDA learning teams developed and strengthened multilateral ties between suppliers and facilitated the sharing of tacit knowledge among them. Today, suppliers have two primary motivations for participating. First, they now appreciate how important it is, as a Toyota supplier, to keep up to pace. They are aware that the profit-creating potential of past productivity enhancements declines steadily, and they know they are in a learning race with rival suppliers because business from Toyota is allocated based on relative performance improvements. This creates strong incentives for suppliers to learn and improve as quickly as possible. Second, suppliers now strongly identify with the network and feel obligated to reciprocate in the information exchange so they begin to share knowledge more freely with other members. This strengthens multilateral ties among suppliers and creates subnetworks for knowledge sharing within the larger system. In this mature stage, multiple pathways exist for transferring both explicit and tacit knowledge, and the amount of tacit knowledge being transferred is substantial (whereas in the initiation phase it was almost nonexistent).
The Competitive Advantages
For manufacturing in the United States, Toyota now buys more than 70% of its parts from U.S. companies. Consequently, the company is increasingly using the same suppliers as its U.S. competitors, which raises an interesting question: How can Toyota achieve a competitive advantage through these vendors? Traditional economic theory suggests that the only possible way is by extracting lower unit prices based on greater relative bargaining power.2 In the United States though, Toyota has lower unit volumes than its U.S. competitors, placing the company at a disadvantage. But Toyota has been able to overcome that handicap and has instead achieved competitive advantages with its U.S. suppliers by providing them with knowledge and technology to improve their productivity for just their operations that are dedicated to Toyota. The results of our survey of those vendors help illuminate the reasons for Toyota’s success.
Compared with the Big Three (GM, Ford and Daimler-Chrysler), Toyota has engaged in significantly more knowledge-sharing activities with its U.S. suppliers. Toyota sent personnel to visit the suppliers’ plants to exchange technical information an average of 13 days each year versus six for the Big Three. As one plant manager noted, “We have received a great deal of knowledge from Toyota. … We have learned about in-sequence shipping, kanban [a system for reducing inventory], one-piece production and standardized work. We have even learned some of Toyota’s HR-related training philosophy and methods.” The plant managers surveyed were unanimous in their opinion that Toyota provided more valuable assistance than their largest U.S. customer despite the fact that they sold an average of 50% less volume to Toyota.
The greater knowledge sharing has had a substantial effect. From 1990 to 1996, the suppliers reduced their defects (in parts per million) by an average of 84% for Toyota versus 46% for their largest Big Three customer. Similarly, the average supplier slashed its inventories (as a percent of sales) by 35% in its operations devoted to Toyota versus only 6% for its largest Big Three customer. And suppliers increased their labor productivity (sales per direct employee) by 36% for Toyota versus just 1% for their largest Big Three customer. Furthermore, by 1996 the suppliers had achieved 10% higher output per worker, 25% lower inventories and 50% fewer defects in their manufacturing cells for Toyota, as compared with what had been achieved for their largest U.S. customer. These results are all the more amazing given that the suppliers were manufacturing a similar component for a U.S. customer within the same plant!
Sustaining the Advantages
If suppliers have achieved such significant improvements by sharing knowledge with Toyota, why then don’t they utilize that know-how for their other customers? In fact, one-third of the U.S. suppliers in our study reported that they did transfer the knowledge acquired from Toyota to manufacturing cells devoted to their largest U.S. customer. But the remaining two-thirds did not. Many plant managers reported that even when they wanted to transfer knowledge to other manufacturing cells in the same plant, they often couldn’t because of two types of barriers: network constraints and internal process rigidities.
Network Constraints
In some instances, plant managers reported being unable to transfer knowledge because of a particular customer’s policies or other constraints. For example, one supplier was required by its Big Three customer to use large containers, approximately 4 feet by 6 feet and weighing 200 to 300 pounds when filled. By comparison, Toyota had the supplier use smaller containers, about 2 feet by 3 feet and weighing 40 pounds when filled. This had a number of important ramifications. The manufacturing process using large containers required more floor space, and the supplier needed to purchase forklifts and hire forklift operators to move the containers. Not only were the large containers unwieldy, they were also tougher to keep clean, which affected product quality. Furthermore, the large containers made it more difficult to label and sort products into a particular sequence for production at the assembler’s facility. But the large containers fit well into the Big Three assembler’s system (which also used forklifts and a lot of floor space), so the customer wouldn’t allow a change to a smaller size. Thus, the supplier was unable to replicate the processes that it was using for Toyota.
Internal Process Rigidities
Suppliers were much less likely to transfer knowledge from Toyota to one of the Big Three when the manufacturing cells for that customer had a high level of automation or a large capital investment in heavy equipment. Such internal process rigidities — large machines bolted or cemented in place, trenches in the floor, utilities hardwired to equipment and so on — increased the costs of transferring knowledge. As one plant manager reported, “When you invest in automation, you do everything you can to run that job for as long as you can. When you have to change a highly automated process, you have a devil of a time. It just never works.” Internal process rigidities help explain why suppliers had relatively low rates of productivity improvement for their U.S. customers. Plant managers could not make the changes they wanted, or they were forced to wait until the customer terminated a vehicle model before they could implement a new process. Thus, at the very least, internal process rigidities created a significant time lag. In contrast, Toyota’s production network has been designed as a dynamic system with flexibility built directly into the manufacturing processes. Most machines, for example, are on rollers so they can be moved easily to new locations.
Other factors can also impede the transfer of knowledge to production cells dedicated to Toyota’s rivals. A number of plant managers refrained from even requesting a major change from a U.S. customer because they perceived the approval process to be time consuming and difficult. Furthermore, significant changes to a manufacturing cell often require considerable down time, which a customer might be unwilling to endure. Or the customer might refuse to accept the possibility that the new processes might initially have bugs. According to the president of one supplier, “Sometimes it’s just not worth the risk to try something new if the customer isn’t supportive and involved. If you cause a recall, or even if they think you caused a recall, it could put you out of business. And if you shut down their plant, they charge you $30,000 a minute.
In summary, taking know-how learned from one customer and applying it to another can be extremely difficult, mainly because knowledge is so context-dependent. But the ability to transfer and adapt knowledge can, in and of itself, be a competitive advantage. As Michio Tanaka, the general manager in purchasing at Toyota, asserts, “The ideas behind the [TPS] have basically diffused and are understood by our competitors, but the know-how regarding how to implement it in specific factories and contexts has not. Toyota Group companies are better at implementing the ongoing … activities associated with the [TPS]. … I think we are better at learning.”
The Bottom Line
The trickle-down benefits of knowledge sharing can be substantial. By transferring its know-how to suppliers, Toyota has helped those firms greatly improve their performance, and this in turn has generated tremendous competitive advantages for Toyota. Consider the significant price premiums that Toyota vehicles enjoy (relative to U.S. cars in the same class): an average of 9.7% for new cars and 17.6% for used ones.3 Higher quality is a major reason why Toyota vehicles can command such prices. The J.D. Power and Associates Initial Quality studies have found that between 1990 and 2000 Toyota cars had roughly 40% fewer problems (per 100 vehicles) than did autos from the Big Three.4 The total cost of the knowledge-sharing activities that have contributed to the enhanced quality of Toyota vehicles was between $50 million to $100 million for the United States and Japan. That amount might seem considerable, but it was relatively small for a $100 billion company like Toyota, and it was certainly a wise investment that has more than paid for itself in increased profits for the Japanese automaker.
The experience of Toyota strongly suggests that competitive advantages can be created and sustained through superior knowledge-sharing processes within a network of suppliers. We believe those principles have broader applicability, for example, in other types of alliance networks, including those with partners in join ventures. In fact, establishing effective interorganizational knowledge-sharing processes with suppliers and partners can be crucial for any company trying to stay ahead of its competitors. As one senior Toyota executive observes, “We are not so concerned that our knowledge will spill over to competitors. Some of it will. But by the time it does, we will be somewhere else. We are a moving target.”
Indeed, Toyota’s dynamic learning capability, enabled through a network of knowledge sharing, might turn out to be the company’s one truly sustainable competitive advantage.
References
1. L. Chappel, “Toyota: Slash — But We’ll Help,” Automotive News 77 (Sept. 16, 2002): 4.
2.M. Porter, “Competitive Strategy” (New York: Free Press, 1980).
3. J.H. Dyer and N. Hatch, “Network-Specific Capabilities, Network Barriers to Knowledge Transfers, and Competitive Advantage” (paper presented at the Strategic Management Society Conference, Orlando, Florida, Nov. 7–10, 1998).
4. J.H. Dyer, “Collaborative Advantage” (New York: Oxford University Press, 2000).