Lean Production in an International Supply Chain
Many firms have responded to the globalization of business by developing international supply chains1 in which the various value-adding activities comprising a finished product are dispersed geographically in a number of countries.2 At the same time, many businesses have tried to understand and implement lean production systems, pioneeered by Toyota, that encompass goals such as just-in-time (JIT) delivery, low inventories, zero defects, flexible production in small batches, and close technical cooperation with suppliers. While the business press has championed both globalization and lean production as inevitable and valuable, there has been little investigation into the interaction of the two. Are they compatible? Or will they collide?3
Managers are, of course, aware of the logistical problems in operating international value chains, such as longer lead times and higher transportation costs.4 Some writers have challenged the benefits available from international sourcing and have raised strategic concerns, such as the potential for “hollowing out” the corporation.5 Nevertheless, many writers optimistically presume that technological advances in communication and transportation are quickly scaling the barriers of distance.6
In a study of a company in the personal computer industry, I examined the implementation of lean production in an international value chain. The study demonstrates that the rapid flow of goods and information required by lean production is costly and difficult to achieve. Lead times are longer and inventory levels higher in international supply chains compared to domestic examples. Longer supply chains are also associated with poor sales-forecasting accuracy and significant delays in resolving technical problems. The study suggests that managers systematically underestimate these costs because they tend to plan for a relatively stable chain and do not fully appreciate the complex, dynamic way in which various disruptions affect a geographically dispersed supply chain.
The study also suggests, somewhat tentatively, that some elements of lean production facilitate globalization. The reduction of defects and engineering change orders to very low levels helped to stabilize the computer company’s supply chain and enabled it to accelerate the transfer of production of new products offshore. Lean production may be more difficult and expensive in the international context, but it may still be worthwhile.
The Nature of Lean Production Systems
Lean production can be conceptualized as a tightly coupled, flexible system; the high degree of coordination it requires entails rapid, frequent flows of goods and information that are likely to be expensive and difficult across countries.7
JIT delivery and low inventories are the heart of lean production systems. If inventory buffers cover only unexpected problems such as supplier delays, defects, production snags, or unforeseen demand fluctuations, their gradual elimination forces managers to reduce the source of the problems upstream and be more flexible in responding to demand fluctuations downstream. These efforts focus attention on improving the quality of inputs, keeping tight control over the production process, reducing lead and cycle times at every stage, reducing lot sizes and set-up times, and shortening product development cycles. The result is continuous improvement in quality, productivity, and responsiveness. Lean production entails close cooperation with suppliers on quality and design-for-manufacture (DFM) issues to ensure that ease of manufacture, quality, reliability, and ease of service are built into the product from the design stage.
· Just-in-Time Delivery and Low Inventories.
JIT is the most obvious aspect of lean production affected by geographic dispersion of the supply chain.8 Some Japanese companies require vendors to make several deliveries a day, with each delivery scheduled to arrive within a two-hour window; this is clearly impossible if components are imported by sea. In addition to the shipping time, freight connections are less frequent to remote locations, and numerous shipments of small quantities face high freight rates. International shipments of goods are also subject to unpredictable delays due to inclement weather, bureaucratic delays related to customs and documentation, and occasional labor strikes.
To the extent that distance increases shipping times, higher inventories are needed to fill the pipeline. Many U.S. companies have attempted to implement JIT delivery of components from warehouses located near their factories, but this is not the same as “true” JIT delivery direct from the factory, which obviates the need for inventories. JIT manufacturing requires rapid shipment of goods and tight coordination of scheduling information.
Distance not only increases the amount of inventory in the supply chain but also results in the need for higher levels of buffer inventories. With longer, more uncertain lead times, buffer inventories must cope with fluctuating demand and disruptions affecting production and suppliers. Longer lead times also increase the volatility of inventory levels over time. A fluctuating inventory is costly when levels are both too high and too low, in the latter case because potential sales can be lost. Volatile inventory levels are also likely to incur higher administrative costs.
· Flexible Manufacturing.
Flexible manufacturing refers to the ability to customize a product, to produce to order, or to shift quickly from production of one model to another on the same line. Flexible manufacturing enables a firm to respond more rapidly to changing demand while cutting batch size and reducing inventories.9 It also lets a firm serve relatively small, specialized niche segments. Flexible manufacturing requires rapid delivery from suppliers in order to avoid very high inventories. The ability to produce a wide variety of products in smaller volumes also reduces economies of scale and thus diminishes the incentive for global production.10
· Close Relationships with Suppliers and Customers.
Lean production requires close coordination with suppliers to achieve the desired levels of quality and delivery and to implement DFM. In the past decade, many U.S. firms copied the Japanese by relying on fewer suppliers and developing close relationships with them. Suppliers and their customers increasingly give each other information about their processes, quality levels, and ways to reduce costs.11 A number of management scholars have noted the difficulties in geographical separations and the need for frequent communication, particularly in tasks where face-to-face contact is most useful.12 Flaherty has explicitly explored the geographic constraints on coordination with vendors:
“It was difficult, time-consuming, and not always feasible for distant, low-cost vendors to incorporate engineering or volume changes quickly. This appeared to be due in part to vendors being located so far from designers that rapid and broad-based communication relating to engineering specifications was difficult; in part to less extensive engineering support at remote vendors; . . . and in part to the longer inventory pipeline required to source reliably at a distance.”13
DFM entails close coordination among product design, engineering, the manufacturing plant, and suppliers, whether internal or external. In contrast to the traditional “throw it over the wall” approach, where each unit completes its work before passing along designs and specifications, DFM involves concurrent design and engineering efforts, requiring frequent, intense information flow among the units.14
The Case of CCT
CCT, a company in the personal computer industry, was trying to implement some aspects of lean production, and its international operations offered the opportunity to compare domestic and international sourcing. My study of CCT’s supply chain focused on printed circuit boards (PCBs), a critical component of personal computers. CCT purchased bare boards from external suppliers that fabricated the boards to CCT’s specification. These specifications contained details of the board size and type, the circuit pattern for each layer of the board, and the location of holes. CCT assembled the boards in its own facilities, which entailed mounting and soldering electronic components such as resistors and integrated circuits onto the board.
In 1990, CCT had three manufacturing sites: in California, near corporate headquarters, and in Ireland and Singapore. CCT purchased peripheral products such as printers and monitors from outside vendors. These OEM suppliers, as well as CCT’s suppliers of bare printed circuit boards, were predominantly located in Japan and other Pacific Rim countries. Each plant assembled PCBs from bare boards and electronic components and used them in the production of complete computer systems. Most systems were sourced from two facilities; the California plant tended to specialize in newer, higher-end products, while the Singapore plant concentrated on high-volume, lower-end products. The Ireland plant manufactured primarily for Europe but also served as the second source for some products.
I intensively studied CCT’s supply chain and conducted less detailed interviews at five other companies in electronics-related industries and at a number of PCB manufacturers, representing the supplier end of the value chain.15 The study generated qualitative data from interviews and quantitative data on monthly bookings, sales, production, inventories, and product costs. I interviewed forty-six CCT employees at various managerial levels and from a broad span of functions. The basic unit of analysis, a “product-market combination,” was a product family assembled in a specific plant and shipped to a specific market.16 These product-market combinations varied in the distance between the country of manufacture and the country of sale. I collected monthly data for one year on nine different product-market combinations.
The information from the study enabled me to compare various aspects of domestic and international sourcing. I compared finished systems assembled at CCT’s facilities in California and destined for the U.S. market with similar systems assembled in Singapore and shipped to the United States. I also compared the sourcing of bare PCBs for the California assembly plant from suppliers in the United States with suppliers located in Japan and Singapore. The comparisons combine the impact of several dimensions of international operations, including geographic distance, national political barriers, and social, linguistic, and cultural differences.
Just-in-Time Delivery
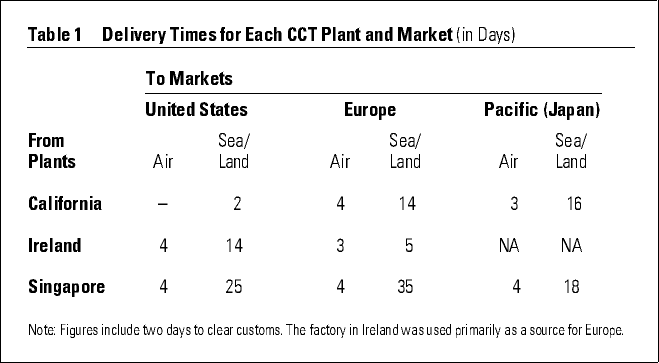
CCT’s global sourcing strategy for finished computer systems made it almost impossible to implement JIT delivery of systems to the country of final sale. CCT usually shipped products from its three factories by sea because of the severe cost penalty for air shipment. For the impact of CCT’s sourcing strategy on shipping times, see Table 1. Distance was responsible for occasional severe delays. For example, although goods usually cleared customs in two or three days, a problem in the documentation might cause a shipment to be held up for two to three weeks; managers estimated that this occurred once or twice a year for each product.
{kind=link}
The direct impact of distance on supplier delivery times was not large because most imported components were shipped by air due to their high value-to-weight ratio. Nevertheless, offshore component suppliers tended to have longer lead times than domestic suppliers. Interviewees suggested that one possible reason was the impaired communication with offshore suppliers about specifications and technical issues. A second reason was that offshore suppliers tended to set up for long production runs of components at the simpler, low-cost end of the product range and, therefore, needed to schedule production several months ahead to ensure high-capacity utilization. U.S. suppliers, on the other hand, tended to specialize in shorter runs of higher margin products and were able to offer faster turnaround.
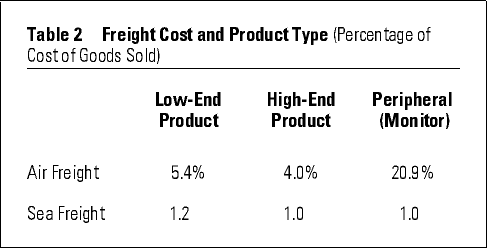
Although CCT’s global supply chain was designed with sea freight as the primary mode of transportation for finished systems, the company frequently felt compelled to use air freight due to production delays and unexpected fluctuations in demand. This form of rapid delivery added significantly to costs (see Table 2). The air freight rates in the table were for shipments booked in advance with guaranteed quantities. In fact, CCT was often forced to pay even more to expedite deliveries using air freight on short notice; the resulting expense averaged about 10 percent of cost of goods sold. To put this in perspective, production costs in Singapore were estimated to be 7 percent to 10 percent less than in California. The cost of air freight alone therefore wiped out the location’s production cost advantage.
{kind=link}
The costs of air shipment did not end with the freight cost. Once CCT began to ship by air, it found it very difficult to switch back to sea freight. The switch required a buildup of nearly one month of inventory to avoid disrupting deliveries, which was hard to do when CCT faced capacity shortages. A further problem was that in air shipment, boxes were split into smaller batches, which apparently made them vulnerable to theft and damage. Repacking and testing the units for damage incurred significant costs in the receiving country.
Inventory Levels
Inventory levels for products sourced from Singapore for the U.S. market were much higher than for similar products sourced from the California facility. The thirty-day shipping pipeline accounted for some of the extra inventory, which, of course, managers anticipated. Managers did not anticipate, however, how much extra inventory they would need to cope with fluctuating demand and other disruptions to the supply chain when the source of supply was one month away. I used a computer simulation of CCT’s supply chain to find the additional inventory needed to maintain demand fulfillment at 95 percent17; this was an additional fifteen days beyond the thirty days of inventory in transit.
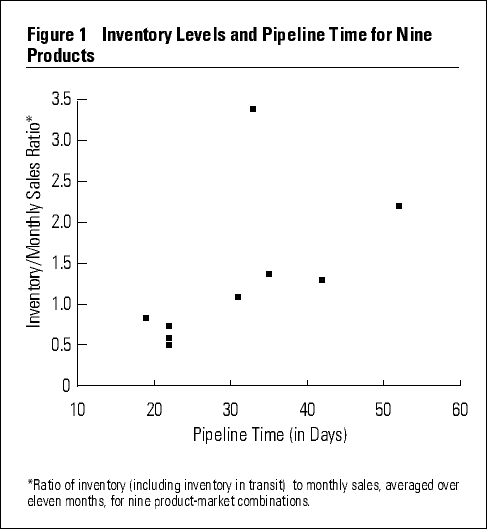
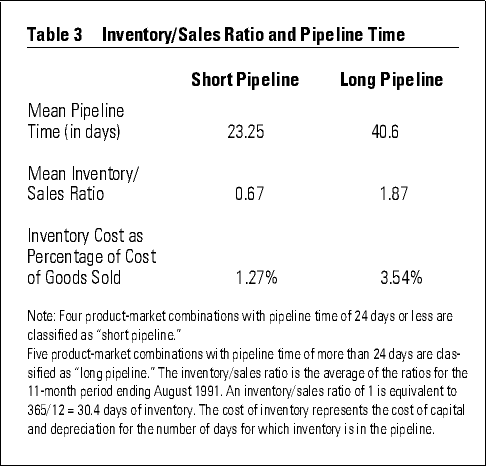
For most systems, the target inventory level was fourteen days’ sales of finished goods in the country of sale.18 For products being shipped to the United States from Singapore by sea, inventory levels were at least twenty-five days’ sales because of the shipping time. Figure 1 shows the variation in inventory levels among products. Although there was a clear positive relationship between the inventory/sales ratio and pipeline time, the actual level of inventory for CCT’s products varied considerably from the fourteen-day target because of unexpected changes in demand. Table 3 summarizes the data by separating the observations into two groups, products with short pipelines and products with long pipelines.
{kind=link}
{kind=link}
Distance and the Accuracy of Sales Forecasts
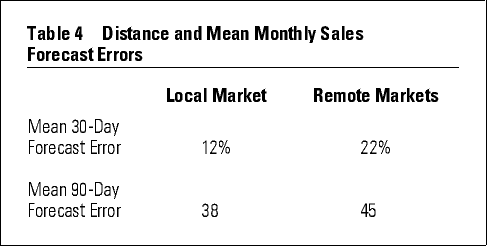
In the absence of true JIT manufacturing, accurate sales forecasting is important in keeping inventories low without risking a loss of sales due to lack of product. The study found that distance had two effects on accuracy. First, because of the long shipping time from Singapore, CCT needed to arrange production schedules and orders to vendors one or two months earlier than similar schedules and orders for the California factory. It therefore based the schedules and orders for the Singapore factory on sales forecasts further into the future; they were less accurate as a result. CCT data demonstrated this decline in sales forecast accuracy: the average percentage difference or error between actual sales and the forecast made thirty days before was 17 percent, while the corresponding statistic for the forecast made ninety days before was 42 percent. The company used this latter forecast as the basis for ordering components for the Singapore factory.
Distance also affected the accuracy of sales forecasting by impairing communication. The research found that the accuracy of sales forecasts over the same time period was lower for countries remote from the corporate marketing and production scheduling departments in California (see Table 4). The manager of the CCT California plant’s scheduling department claimed that he needed to be physically near the U.S. sales organization in California to meet sales managers personally several times a week. His purpose was to update the sales forecasts frequently and understand them in more depth than the formal figures on the computer network allowed. Moreover, the scheduling and logistics managers felt that personal contact increased the level of commitment to meeting targets. The scheduling manager commented:
{kind=link}
“Communications are an absolute key to the job. I need to know the thinking behind a sales forecast before I commit the factory to a given volume. I want to know what promotions are coming up, and how sales are doing in each line. If I had to rely on the numbers on the database, we would be running around with our heads cut off.”
Design for Manufacture
To understand the impact of geographic dispersion on new product design and introduction, I studied CCT’s relationships with its PCB suppliers. The results demonstrate the benefits to be derived from DFM, the need for intense technical coordination, and some difficulties that result when suppliers are in a remote country. To the extent that geographic dispersion of the supply chain reduces the effectiveness of DFM, it can be considered an opportunity cost of globalization.
For prototype PCBs, CCT traditionally used suppliers within only a two-hour drive. It was important to minimize turnaround time on prototypes because each board typically went through several design iterations before it was released to production, and waiting to test prototypes was usually on the critical path of new product development. Each iteration typically took three to five days for a batch size of five to twenty-five pieces, although some shops claimed they could turn boards around in twenty-four hours. Prototype boards were typically delivered by courier, and CCT’s design personnel would often contact the supplier’s engineers to resolve any problems.
For volume production of PCBs, CCT had a number of suppliers in the United States, Singapore, and Japan. Implementing DFM with these suppliers appeared to be particularly important because PCB design engineers have the capability to design highly complex, compact boards with multiple layers of very fine conductive lines and high component density. Although use of the compact boards saves laminate costs, their manufacture is more expensive and quality is harder to achieve.
In board assembly, the main DFM issues are component size, spacing, and orientation, because there are physical limits on the capabilities of automatic component insertion machines. Hole sizes must be sufficient to allow for insertion of component leads, taking into account the placement accuracy of the machines. Testing is also a major DFM issue; test points, which greatly simplify quality control, must be designed into a board from the beginning, but circuit designers tend to see test points as a waste of board space.
The complex trade-offs involved in DFM issues entailed substantial face-to-face communication. CCT personnel affirmed that technological complexity made it increasingly important that PCB suppliers be accessible and that they had applied some pressure on suppliers to locate near CCT’s California facilities. Indeed, at the time, both of CCT’s major Japan-based PCB suppliers were opening PCB prototyping facilities in California to facilitate technical coordination with U.S. customers, and one was constructing a volume production facility in California as well.
An incident that involved CCT’s manufacturing plant in Singapore illustrates the cost of a failure to coordinate at the design stage. CCT had developed DFM guidelines to ensure that boards could be fabricated by at least two of CCT’s PCB suppliers and could then be assembled at any CCT plant. The Singapore plant sometimes strayed from these guidelines, and CCT managers attributed this to the infrequent personal contact they had with the plant. In one case, the Singapore factory used PCBs with greater warp than the corporate guidelines allowed. When CCT decided to produce the system in California as well as in Singapore, the boards could not be assembled on the California factory’s existing equipment. The board had to be redesigned at an estimated cost of $500,000.
Technical Problems with Suppliers
Distance also appeared to impair CCT’s ability to resolve technical problems with suppliers. A number of CCT’s engineers and managers estimated that a typical PCB production problem, which might take one or two days to resolve with a local supplier, often took up to a week with a foreign one. Differences in language, culture, and time zones all caused delays. Engineers claimed that face-to-face communication helped them not only to understand the technical problem but also to communicate the urgency of the situation to the supplier.
A serious quality problem with a Japanese supplier of PCBs illustrates the source of these delays. For several days, CCT’s PCB manager met with the supplier’s representatives in the United States, but the supplier would not acknowledge that the boards were defective. CCT managers thought that the representative lacked the appropriate expertise and authority to resolve the problem. Two weeks later, only after CCT had shipped samples of the defective boards back to Japan and three CCT engineers had flown to the plant, the supplier admitted responsibility and began to deal with the defects. Apparently, it had stopped production for a week during holidays and left the boards exposed to the air, causing the copper surface to deteriorate.
For CCT managers, foreign travel required several days for arrangements and approvals. Generally, managers rarely visited overseas suppliers more than once or twice a year, compared with three or four trips a year to domestic suppliers. Engineers from corporate design and engineering functions visited the nearby California factories at least weekly but traveled abroad only for specific projects or problems. Even electronic communication was slowed by distance; the sixteen-hour time-zone difference between California and Singapore meant no overlap in the usual office hours. CCT’s purchasing and quality managers for PCBs asserted that time-zone differences at least partly explained why suppliers in Singapore didn’t respond to a fax or e-mail message for seventy-two hours or more, compared to an average of twenty-four hours for U.S. suppliers.
Distance also impeded CCT’s efforts to improve quality and prevent problems. With local suppliers, CCT inspected the production process more frequently and addressed problems even before PCB production began. Managers could resolve minor technical issues in casual conversations, whereas with foreign suppliers, these issues might not receive attention until they grew into crises.
Does Lean Production Facilitate International Sourcing?
So far, the study indicates that lean production is indeed difficult and expensive to implement in an international supply chain. Nevertheless, with regard to PCBs, CCT did achieve some success in implementing DFM and in achieving very high-quality levels —two key aspects of lean production. This required significant investment in travel, communications, and technology during the early stages of new-product introduction, including several lengthy trips abroad when each new PCB was introduced. However, the investment appeared to pay off later when the product was in volume production by reducing the number of engineering change orders and defective products. Indeed, these achievements facilitated the early transfer of production to offshore plants.
Before the efforts to implement lean production, CCT had traditionally introduced new products in its California plant to iron out production and quality problems. Defect levels on PCBs were relatively high during the first few months of production of a new board and would gradually fall off. The company typically issued one or two change orders a month during the first year of production for a new product. CCT managers considered these to be very difficult to implement at overseas plants and suppliers, so the company had waited a year or more for a product to stabilize before transferring production to an overseas plant.
CCT’s success with DFM helped to reduce the number of change orders on PCBs to an average of only two or three during a product’s lifetime (typically about two years). In addition, CCT was moving toward a target quality level of less than 400 defects per million PCBs. The high level of up-front coordination with overseas plants and suppliers paid off by stabilizing production quickly. By 1990, CCT managers felt that they could introduce new products directly into overseas plants, avoiding the costs of transferring production in the middle of a product’s life and freeing up the California plant to concentrate on high-end products. In effect, these aspects of lean production facilitated international production by reducing disruptions to the supply chain.
Advanced technology reduced the number of change orders and improved quality levels for CCT’s international operations. Teleconferencing was first used during the introduction of a new product directly into the Singapore plant in 1990. According to those involved, teleconferencing was more effective than telephone, fax, or e-mail. While not a perfect substitute for in-person meetings, it enabled face-to-face contact and transmitted close-up images of PCBs and subassemblies to display specific problems. Technology also facilitated the implementation of DFM at remote PCB suppliers by reducing the need for frequent personal communication. CCT developed PCB design guidelines that reflected constraints facing the suppliers of bare boards and CCT’s own assembly facilities. Some of the guidelines were then incorporated as parameters into CCT’s CAD systems for designing the boards.
Conclusion
Lean production requires frequent, rapid flows of information and goods along the value chain, which is costly and difficult when value chain activities are geographically dispersed. Sea shipment over long distances makes just-in-time delivery impossible, while air freight is too expensive for routine use. International communication on design, quality, and scheduling issues is not only more costly but also less effective due to time-zone differences, language and cultural barriers, and the lack of face-to-face contact. But two key elements of lean production, DFM and low defect levels, can facilitate globalization by stabilizing the supply chain.
Managers must beware of underestimating the costs of operating an international supply chain. They tend to optimistically plan for a stable supply chain and do not anticipate the frequent disruptions that result in costly air shipments, high inventories, or stockouts. Managers need to see an international supply chain as a complex dynamic system in which disruptions due to quality problems, delayed deliveries, engineering change orders, and poor sales forecasts interact with long lead times to create substantial costs.
To the extent that lean production is more expensive or less effective in an international context, managers need to consider the trade-offs between the advantages of international production and sourcing and the value of lean production. However, there is no simple all-or-nothing choice between these two production strategies. Lean production is much less likely to be compromised if value chain activities are located relatively close to each other, for example, in Mexico and the United States. Even if international production entails giving up JIT and low inventories, it may still be possible to implement DFM and programs to achieve low defects. Moreover, not all value chain activities are equal: some linkages are more critical than others to the value of lean production. Once managers have identified critical components, they need to evaluate the trade-off between collocating these activities near corporate design and production functions and investing in the up-front coordination necessary with overseas suppliers to achieve DFM and high quality.
References
1. I use the terms “value chain” and “supply chain” more or less synonymously.
2. See, for example:
M. Porter, “Changing Patterns of International Competition,” California Management Review, volume 28, Winter 1986, pp. 9–40; and
R. Reich, “Who Is Them?,” Harvard Business Review, volume 69, March–April 1991, pp. 77–88.
3. Several researchers have argued that the adoption of lean production, particularly JIT, might constrain the dispersion of production in the auto industry. See:
K. Hoffman and R. Kaplinsky, Driving Force (Boulder, Colorado: Westview Press, 1988);
D.T. Jones and J.P. Womack, “Developing Countries and the Future of the Automobile Industry,” World Development, volume 13, March 1985, pp. 393–407.
Michael A. Cusumano has argued that the dispersion of production limited lean production. See:
M.A. Cusumano, “The Limits of Lean,” Sloan Management Review, volume 35, Summer 1994, pp. 27–32.
4. F.T. Curtin, “Global Sourcing: Is It Right for Your Company?,” Management Review, volume 76, August 1987, pp. 47–49; and
E.W. Davis, “Global Sourcing: Have U.S. Managers Thrown the Baby out with the Bath Water?,” Business Horizons, volume 35, July–August 1992, pp. 58–65.
5. C.C. Markides and N. Berg, “Manufacturing Offshore Is Bad Business,” Harvard Business Review, volume 66, September–October 1988, pp. 113–120.
“Hollowing out” means outsourcing key activities so that a firm loses its core competencies and thus its ability to sustain competitive advantage.
6. C. Antonelli, “Multinational Firms, International Trade, and Telecommunications,” Information Economics and Policy, volume 1, number 4, 1984, pp. 333–343; and
P.M. Swamidass, “Import Sourcing Dynamics: An Integrative Perspective,” Journal of International Business Studies, volume 24, number 4, 1993, pp. 671–691.
One exception is Porter, who noted that “International coordination involves long distance, language problems, and cultural barriers to communication.” He does not appear to consider these barriers prohibitive, however. See:
Porter (1986).
7. For descriptions of lean production systems, see:
R.W. Hall, Zero Inventories (Homewood, Illinois: Dow Jones-Irwin, 1983);
R.H. Hayes and S.C. Wheelwright, Restoring Our Competitive Edge (New York: Wiley, 1984); and
J.P. Womack, D.T. Jones, and D. Roos, The Machine That Changed the World (New York: Rawson Macmillan, 1990).
8. Yves Doz comments, “The just-in-time manufacturing concept works best with the collocation of various facilities into an integrated system.” See:
Y. Doz, “International Industries: Fragmentation versus Globalization,” in B.K. Guile and H. Brooks, eds., Technology and Global Industry (Washington, D.C.: National Academy Press, 1987).
9. G. Stalk and T. Hout, Competing against Time (New York: Free Press, 1990).
10. C.F. Sabel, “Flexible Specialization and the Reemergence of Regional Economics,” in P. Hirst and J. Zeitlin, eds., Reversing Industrial Decline? (Oxford, England: Berg, 1989).
11. There has been considerable research into supplier relationships in the auto industry. See:
S.R. Helper, “Automotive Supplier Relations: Results of the 1989 Survey” (Cambridge, Massachusetts: MIT, Proceedings of the IMVP International Policy Forum, 1989); and
R. Lamming, “The Post-Japanese Model for International Automotive Components Supply” (Cambridge, Massachusetts: MIT, Proceedings of the IMVP International Policy Forum, 1989).
12. S.S. Cohen and J. Zysman, “Why Manufacturing Matters: The Myth of the Post-Industrial Economy,” California Management Review, volume 24, Spring 1987, pp. 9–26. See also:
Lamming (1989).
13. T. Flaherty, “Coordinating International Manufacturing and Technology,” in M. Porter, ed., Competition in Global Industries (Boston: Harvard Business School, 1986).
14. K.B. Clark, “High-Performance Product Development in the World Auto Industry” (Boston: Harvard Business School, working paper 90-004, 1989).
15. More details of the methodology can be found in:
D.L. Levy, “Chaos Theory and Strategy: Theory, Application, and Managerial Implications,” Strategic Management Journal, volume 15, Summer 1994, pp. 167–178.
16. I defined a product family around the microprocessor. Within each family are several configurations with various combinations of memory and disk capacities. I defined markets at the regional rather than at the country level.
17. For more detail on the simulation, see:
Levy (1994).
18. This includes inventory in transit within the country to resellers but not inventory in transit from manufacturing sites in other countries.