Managing Complex Production Processes
Developing effective strategies for managing factory operations is an ongoing concern of managers and researchers.1 Effective manufacturing practices include employing technically oriented managers and multiskilled workers, organizing for cross-functional problem solving, and adopting cellular manufacturing, especially in the context of assembly processes, job-shop manufacturing, and computer-integrated manufacturing.2 Typical best practices for lean manufacturing encompass the use of pull systems (i.e., just-in-time, low inventories, short setups, and make-to-order), the use of statistical process control (SPC), emphasis on immediate resolution of quality problems, cultivation of multiskilled workers, and use of worker teams. In general, best practices and factory operations in most industries have dramatically improved as knowledge of the principles of manufacturing operations has broadened. However, some discrete-manufacturing solutions, for example, pull systems or traditional SPC, may not apply or may not be adequate for production processes such as continuous-type or hybrid operations. This article suggests that, for many such processes, the management of technical complexity is a pertinent issue. I present detailed factory-level data from a three-year research project of the global color picture tube industry, which uses a process that is a hybrid of continuous and assembly processes. I note several factory practices that confirm previous studies and point to important differences between the methods considered to be most appropriate for managing discrete manufacturing and those for complex production processes. Approaches to managing these complex manufacturing processes are relevant to several high-tech processes today, such as those used for semiconductors, flat displays, and pharmaceuticals.
What Is Complexity?
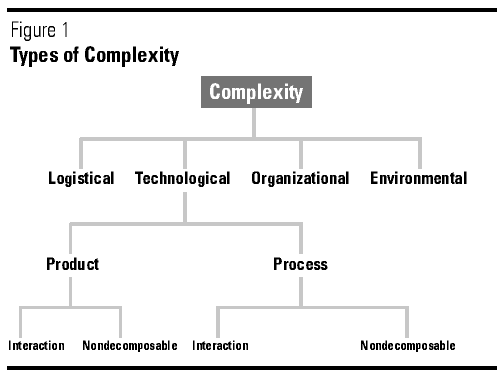
Defining and understanding complexity is essential before one can address the question of how to manage it. The concept of complexity is described in diverse fields spanning natural (biological, physical, chemical) and manmade systems in manufacturing, computer systems, and organizational structures.3 On the basis of my understanding of how complexity is defined in these fields, I categorized the various complexity concepts into four types — technological, logistical, organizational, and environmental complexity (see Figure 1).4
{kind=link}
- Logistical complexity is the result of a high volume of transactions or tasks, or product proliferation.
- Technological complexity is related to the inherent complexity of the system and its technologies (for both products and processes).
- Organizational complexity pertains to the organizational structures, forms, and procedures that make organizations complex.
References
1. Two recent examples are:
R.J. Schonberger, Japanese Manufacturing Techniques (New York: Free Press, 1982);
J.F. Krafcik, “Triumph of the Lean Production System,” Sloan Management Review, volume 30, Fall 1988, pp. 41–52; and
J.P. Womack, D.T. Jones, and D. Roos, The Machine that Changed the World (New York: Maxwell Macmillan International, 1990).
2. For lean manufacturing practices in the auto industry, see:
Womack et al. (1990).
For high-tech manufacturing, computer-integrated manufacturing, and flexible manufacturing, see:
P.S. Adler, “New Technologies, New Skills,” California Management Review, volume 29, Fall 1986, pp. 9–28.
R. Jaikumar, “Postindustrial Manufacturing,” Harvard Business Review, volume 86, November–December 1986, pp. 69–76; and
J.L. Burbidge, Production Flow Analysis for Planning Group Technology (Oxford: Oxford University Press, 1989), chapters 1–3.
3. A. Khurana, “Quality in the Global Color Picture Tube Industry: Managing Complex Industrial Processes” (Ann Arbor, Michigan: University of Michigan Business School, Ph.D. diss., 1994), p. 56 and p. 57; and
K. Singh, “Managing Complexity in Organizations” (Ann Arbor, Michigan: University of Michigan Business School, Ph.D. diss., 1993), pp. 35–57.
For definitions of complexity, see:
H.A. Simon, The Sciences of the Artificial (Cambridge, Massachusetts: MIT Press, 1969), p. 86; and
W.R. Ashby, Design for a Brain (New York: John Wiley, 1960), p. 213
For natural systems, see:
B.A. Huberman and T. Hogg, “Complexity and Adaptation,” Physica, volume 22D, Fall 1986, pp. 376–384;
S. Wolfram, “Approaches to Complexity Engineering,” Physica, volume 22D, Fall 1986, pp. 385–399; and
L. Peliti and A. Vulpiani, Measures of Complexity (New York: Springer-Verlaag, 1988).
For examples of complexity in manufacturing, see:
S. Kotha and D. Orne, “Generic Manufacturing Strategies: A Conceptual Synthesis,” Strategic Management Journal, volume 10, March–April 1989, pp. 211–231;
W.W. Cooper, K.S. Kingshuk, and R.S. Sullivan, “Measuring Complexity in High-Technology Manufacturing: Indexes for Evaluation,” Interfaces, volume 22, August 1992, pp. 38–48; and
Y. Kim and J. Lee, “Manufacturing Strategy and Production Systems: An Integrated Framework,” Journal of Operations Management, volume 11, January 1993, pp. 3–15.
For computers, technology, and products, see:
Huberman and Hogg (1986);
Wolfram (1986);
G.B. Scuricini, “Complexity in Large Technological Systems” in L. Peliti and A. Vulpiani (1988), p. 94; and
J. Hagel, “Managing Complexity,” McKinsey Quarterly, volume 1, Spring 1988, pp. 2–23.
For complex organizational structures, see:
C. Perrow, Complex Organizations (New York: Random House, 1967), pp. 119–156;
C. Perrow, Normal Accidents: Living with High-Risk Technologies (New York: Basic Books, 1984), pp. 85–86;
L.E. Davis and J.C. Taylor, “Technology, Organization, and Job Structure,” in R. Dubin, ed., Handbook of Work, Organization, and Society (Skokie, Illinois: Rand-McNally, 1976); and Kotha and Orne (1989).
4. This categorization oversimplifies the multifaceted nature of complexity and understates the ongoing debate and research on complexity. See references cited in footnote 3.
5. See Womack et al. (1990); also see:
J.P. MacDuffie, K. Sethuraman, and M.A. Fisher, “Product Variety and Manufacturing Performance: Evidence from the International Automotive Assembly Plant Study,” Management Science, volume 42, March 1996, pp. 350–369; and
Cooper et al. (1992).
6. A disk drive is systemic, comprising the electronic controls, magnetic storage platters, read/write head mechanism, and the drive motor, each of which comprises many components. Changes in any one component can significantly impact other subsystems and the overall performance of the system (such as expected operating life, average seek time, average access time, and data transfer rates). An example of the systemic nature of the drive comes from the efforts to reduce the size of disk drives from the 3.5-inch to the current 1.5-inch standard. Manufacturers did not simply reduce the size of the components, although they might have done so if the disk drive technology were decomposable. Instead they developed new magnetic coatings, higher-speed motors, smaller high-reliability heads that could tolerate higher temperatures, and microelectronic controls.
For many subsystem technologies, system redesign requires a quantum leap! See:
Singh (1993).
7. Weick and Buchanan and Bessant describe how, at a pigment manufacturing plant, because of a poor understanding of pigment chemistry, manufacturing faced “stochastic,” i.e., random and unpredictable, events almost continually. See:
K.E. Weick, “Technology as Equivoque: Sense-making in New Technologies,” in P.S. Goodman and L.S. Sproull, eds., Technology and Organizations (San Francisco: Jossey-Bass Publishers, 1990), pp. 1–44; and
D.A. Buchanan and J. Bessant, “Failure, Uncertainty, and Control: The Role of Operators in a Computer-Integrated Production System,” Journal of Management Studies, volume 22, number 3, 1985, pp. 292–308.
8. Mukherjee and Jaikumar suggest two paradigms for process control. The statistical process control (SPC) approach — they call it the “6-sigma” paradigm — breaks the process stages into individual steps for independent control (e.g., using SPC). The “production theory” approach suggests that for more dynamic environments in which cause-effect relationships for the process are not well known, traditional process control methods are inapplicable, necessitating a more integrated approach that emphasizes acquiring fundamental knowledge about the process. See:
A. Mukherjee and R. Jaikumar, “Paradigms of Process Control” (Fontainbleau, France: INSEAD, working paper 93/76/TM, 1993).
9. Production systems are often classified on the basis of the complexity of the manufacturing technology and the continuity of manufacturing. See:
J. Woodward, Industrial Organization: Theory and Practice (London: Oxford University Press, 1994), pp. 35–49;
F.M. Hull and P.D. Collins, “High-Technology Batch Systems: Woodward’s Missing Type,” Academy of Management Journal, volume 30, December 1987, pp. 786–797;
Kotha and Orne (1989); and
Kim and Lee (1993).
10. Following is a brief explanation of my complexity assessment for products and processes. Job shops handle unit or one-off products requiring substantial development effort. While many such products are not complicated, lack of standardization results in less chance to thoroughly understand the product, including interactions among components and subsystems. For assembly lines, most products are more complicated than for job shops. They involve several assembled components. Issues of fit, physical interactions, and overall performance are critical, and interactions and nondecomposability are relevant. The increasing use of microelectronics in assembled products has created new dimensions of interactions and problems in understanding systemic performance. In regard to process, assembly lines involve some interactions between process steps. In continuous processes, such as those used for chemicals, paper manufacturing, or pharmaceuticals, the product is often simple, although development of chemical or pharmaceutical formulations may take a long time. The basic chemical formulation (the product) is not affected by interactions, and, since it is a single entity, it is not decomposable. However, the production process is sensitive to operating parameters at different points in the process, i.e., multiple process interactions are involved. In addition, the process often operates through heuristics due to incomplete understanding of all process parameters and variability in environmental operating conditions. Also, the process is not complete until all or most stages are complete; disruptions in the process often result in rejection of the batch. Thus, continuous processes are nondecomposable.
11. The electron gun translates the input TV signal into controlled bursts of electrons on the TV screen, resulting in the TV image we see.
12. Higher complexity may characterize the picture tube industry because it has never been as resource-rich as some others. This translates into lower investments in clean rooms and production technology automation, resulting in numerous, poorly understood process interactions, and a technology that is not fully embodied in machines and thus requires multiple levels of understanding.
13. Womack et al. (1990); and J.P. MacDuffie, “Beyond Mass Production: Flexible Production Systems and Manufacturing Performance in the World Auto Industry” (Cambridge, Massachusetts: MIT Sloan School of Management, Ph.D. diss., 1991).
14. W.B. Chew, D. Leonard-Barton, and R.E. Bohn, “Beating Murphy’s Law,” Sloan Management Review, volume 32, Spring 1991, pp. 5–16.
15. Workers devise solutions to problems because engineers do not have time to approve every solution. Only by working on the shop floor or consulting shop-floor workers or technicians can engineers keep abreast of the processes and understand the opportunities for process improvement. See:
J.S. Brown and P. Duguid, “Organizational Learning and Communities-of-Practice: Toward a Unified View of Working, Learning, and Innovation,” Organization Science, volume 2, February 1991, pp. 40–57.
16. Brown and Duguid (1991);
Mukherjee and Jaikumar (1993); and
A. Mody, “Firm Strategies for Costly Engineering Learning,” Management Science, volume 35, April 1989, pp. 496–511.
17. G.I. Susman and R.B. Chase, “A Socio-technical Analysis of the Integrated Factory,” Journal of Applied Behavioral Science, volume 22, March 1986, pp. 257–270.
18. Bohn and Jaikumar’s “stages of knowledge” framework states that as complexity increases, a higher stage of knowledge becomes necessary. New processes typically start at a lower stage of knowledge, and, as cumulative knowledge becomes available, they progress to a higher stage. See:
R. Bohn and R. Jaikumar, “The Development of Intelligent Systems for Industrial Use: An Empirical Investigation,” Research on Technological Innovation, Management and Policy, volume 3, 1986, pp. 213–262.
19. C.H. Fine, “A Quality Control Model with Learning Effects,” Operations Research, volume 36, May–June 1988, pp. 437–44; and
R. Bohn, “Noise and Learning in Semiconductor Manufacturing,” Management Science, volume 41, January 1995, pp. 31–42.
20. G. Taguchi and D. Clausing, “Robust Quality,” Harvard Business Review, volume 68, January–February 1990, pp. 65–72.
21. G. Pisano, The Development Factory (Boston: Harvard Business School Press, 1997), pp. 25–49.
22. R.R. Nelson and S.G. Winter, An Evolutionary Theory of Economic Change (Cambridge, Massachusetts: Harvard University Press, 1982), p. 104.
23. T.J. Allen, Managing the Flow of Technology (Cambridge, Massachusetts: MIT Press, 1977), pp. 1–16.
24. The differences between Japanese-owned and non-Japanese plants may partly be explained by differences in the organization of design-related responsibilities at the factory. In the Japanese plants, design and process engineers led the implementation of new designs or design changes. After implementing a change, production engineers, quality engineers, and the manufacturing department were responsible. In contrast, in all but one non-Japanese plant studied, interfunctional coordination was critical because up to six departments were involved — design, process engineering, quality, production engineering, purchasing, and manufacturing — but no single department or group took full responsibility. An exception existed at one of the non-Japanese plants (plant B): only design and process and quality engineering assumed joint responsibility for implementing a change.
25. D. Leonard-Barton, “Implementation as Mutual Adaptation of Technology and Organization,” Research Policy, volume 17, October 1988, pp. 251–267;
J.E. Ettlie and E.M. Reza, “Organizational Integration and Process Innovation,” Academy of Management Journal, volume 35, October 1992, pp. 795–827; and
M.J. Tyre and O. Hauptman, “Effectiveness of Organizational Responses to Technological Change in the Production Process,” Organization Science, volume. 3, August 1992, pp. 301–320.
26. Managers explained how individual pieces of equipment on the picture tube line had become increasingly sophisticated, resulting in many factories hiring mechanical, electronics, and software engineers with advanced degrees. Four of the ten factories in the study employed engineers with doctoral degrees in their equipment groups. This is consistent with prior research observations. For example, Polanyi argues that for complex processes, a substantial part of the knowledge is embodied in the production equipment. Huber suggests that over time machines become more complex because they encapsulate previous knowledge. See:
M. Polanyi, The Tacit Dimension (Garden City, New York: Doubleday Anchor, 1967); and
G.P. Huber, “Organizational Learning: The Contributing Processes and the Literatures,” Organization Science, volume 2, February 1991, pp. 88–115.
27. Khurana (1994).
28. Woodward (1965); and
Susman and Chase (1986).
29. S.B. Sitkin, K.M. Sutcliffe, and R. Schroeder, “Distinguishing Control from Learning in Total Quality Management: A Contingency Perspective,” Academy of Management Review, volume 19, July 1994, pp. 537–564.
30. Bohn and Jaikumar’s “stages of knowledge” framework is similar to the control versus learning perspective. Noncomplex processes are at a higher stage of knowledge and are effectively able to use the control paradigm. See:
Bohn and Jaikumar (1986).
31. P. Drucker, “The Emerging Theory of Manufacturing,” Harvard Business Review, volume 68, May–June 1990, pp. 94–102.
Comment (1)
Prof.Rammohun Nathanael