A Leveraged Learning Network
Companies in high-volume industries are making dramatic changes in supply chain management.1 Many factors, including the growing recognition of supply chain management’s importance and relevance, have prompted those changes. Firms in the automotive industry have reported startling results from seamlessly integrating suppliers into their operations, distribution, and new product development. These successes have established targets for other companies attempting to achieve world-class status by emulating best practice in the auto industry.
Two notable best practices are the development of tiered supplier partnerships and kyoryoku kai or supplier associations.2 Tiered supplier partnerships link automotive firms to their key subsystem suppliers, while supplier associations diffuse technological development back through the supply chain. The results from these approaches — including major cost reductions, improved product development speed and quality, and enhanced flexibility — have been well documented.3
However, while these supply chain management approaches have been successful in the industries where they were developed, they may not be applicable to all firms. The auto industry’s structural characteristics (highly concentrated, with high volumes, considerable component engineering input, and limited product life) are far from universal. These structural characteristics have shaped the assumptions behind these particular supplier partnership approaches but may limit the models’ applicability in other industries. Firms implementing the approaches may risk failure or severely limit the true potential of their supply bases.
We believe that managers need to look for alternatives beyond the well-known best practice models from the automotive and related industries. One possible alternative we describe here is a leveraged learning network, such as the High-Performance Manufacturing (HPM) Supplier Consortium developed by Allen Bradley Canada.
Next we discuss the tiered supplier partnerships and supplier associations in more detail. Then, in contrast, we follow the evolution of the consortium at Allen Bradley.
Tiered Supplier Partnerships and Associations
Advances in management practice, particularly in purchasing and supply management, within the auto industry have had significant impact on many industries.4 Dyer and Ouchi give managers a guideline for transforming suppliers into true partners and optimizing value-added activities.5 Their model recommends tiers of suppliers, with top-tier suppliers having increased roles as systems integrators. In the tiered approach, the auto assembler (i.e., the buying company) deals primarily with the top-tier suppliers, while lower-tier suppliers are managed by those above them in the pyramid.
The approach is reminiscent of the relationships that develop in large construction projects among the architect, the major contractors, and the various subcontractors. In practice, establishing tiers of suppliers according to their competence permits auto assemblers to manage the new product development process more effectively by involving these primary suppliers in the design and development of next-generation products. Using their expertise and knowledge can prevent problems at the critical design stage, develop the product faster, and suggest alternative designs that help meet target costs.6
The tiered supplier partnership model incorporates progressive steps in vendor certification, plus activities such as quality audits, supplier rationalization, joint problem solving, open-book negotiation, cost transparency, and buyer-supplier collaboration in new product development. In addition, as part of some JIT II programs, top-tier suppliers manage inventories, including procurement and delivery responsibilities, leading to a blurring of boundaries between manufacturer and suppliers.
Some final assemblers have added kyoryoku kai or supplier associations. Toyota, often viewed as the leader in the development of such supplier associations, has organized its top-tier suppliers into kyoryoku kai to diffuse Toyota’s best practices and support its long-term development. These associations help standardize quality control procedures, facilitate supplier interactions, and provide a forum to build trust among member firms. Toyota wants its key suppliers to form their own supplier associations for the pyramid’s next tier, thereby cascading the concept down the entire supply network. The combination of these two approaches — supplier tiers and supplier associations within each tier — has given Toyota a powerful advantage in its domestic market.
Because of the positive publicity from these excellent results, various electronics firms (for example, Hitachi and Ricoh) and the aerospace industry have used tiered supplier partnerships.7 Each successive application in these industries has served to promote the model’s assumed universality, even though Kamath and Liker caution that the approach is “probably less relevant for high-tech industries whose products are evolving rapidly and for companies that make simple products or highly customized products in small batches.”8
As a result, the tiered supplier partnership model has become the current paradigm of best practice, even for firms in other industries. For example, ICL, the U.K.-based computer company, applies the tiered model as part of its supplier rationalization process. It categorizes suppliers into four classes: member, preferred, partner, and alliance, with only six firms receiving the alliance classification. Campbell Soup’s Select Supplier Program uses three classification levels: qualified, preferred, and select. Boeing used concurrent engineering techniques and supplier involvement extensively in their 777 product development process. Bell Canada, Applied Materials, Northern Telecom, James River Corporation, Tektronix, Lucas/Varity, Chrysler, and Intel have all applied similar supplier development, assessment, and involvement programs. In fact, almost every company that we have visited in the past five years has taken a similar approach to its supply chain management, reserving different relationships for those suppliers with the potential to contribute to technological innovation and product design.
Despite a widespread move toward the tiered approach, supplier associations have not become as prevalent. Few companies develop their first-tier suppliers as Toyota did when indoctrinating its key suppliers in the 1960s and 1970s. Typically, firms manage the first-tier suppliers independently of one another. Even within the Toyota network, supplier associations have not been universally adopted. In a recent interview, the procurement manager at Toyota’s six-year-old U.K. plant in Derby indicated that it has yet to organize in a similar manner and he is not sure such an approach would work there.
We can draw two conclusions from the experience of firms that have adopted the practices that worked so well in the automotive industry. First, many firms have implemented the tiered supplier method even if their industries do not have the automotive supply chain’s clear hierarchy. Some firms selected their first-tier suppliers based on a Pareto analysis of dollar value, some on the nonsubstitutability of the supplied materials, and still others on unit volumes of purchases. Companies using such methods may not select suppliers that can support product development or those suppliers that can effectively manage the next tier of the supply chain. Second, companies have generally relegated supplier associations to a tertiary role in supplier management strategies even if the supplier base was technologically and managerially weak.
Weaknesses in Tiered Model
Despite ubiquity, the tiered supplier partnership and supplier association models have some definite limitations. We see at least three serious weaknesses:
First, without supplier associations, the model is primarily a paired relationship, with independent relationships between the buyer and each of its preferred suppliers. Despite the possibility for cross-collaboration among supplier firms during new product developments, the model focuses mainly on the one-to-one relationship between buyers and suppliers (see Figure 1).
The most successful partnership programs may involve a wide range of activities, including mutual information sharing, joint waste-reduction programs, value engineering or problem solving, “cost transparency” across firms, and technology flows. However, if managers think only of paired relationships, they may not see the possibility for synergies. The relationship responsibilities may become limited to those involving one supplier that directly benefits the buyer.
Such an approach fails to incorporate the supplier’s needs for broader-based growth, reducing the potential for wider synergies and limiting the scope for innovation. A supplier is likely to focus on the important customer’s specific needs, possibly ignoring attractive markets and alternative technologies that might have broader application. For example, Kotabe and Swan found that the innovations derived from vertical collaborations (that is, supplier partnerships) will be significantly less “new” than if the partners are from different industries, if the sole rationale is technological innovation, or if the collaborators are aligned horizontally (as in the case in a research joint venture).9 In essence, the tiered supplier partnership model assumes that what is best for the buyer is also best for the supplier and that technological synergies are best achieved along the value-added chain. Relationships based on this model are likely to produce more minor, incremental technological innovations. If a firm needs business process reengineering or radical product change, it may not be best served by the tiered supplier partnership approach.
Second, the tiered model cannot be divorced from the actual buyer-supplier product exchange. Toyota’s approach attempts to use supplier associations for common interchange within each tier. In fact, the relationship is based on the product or service exchange that exists in the first place. A supplier’s willing involvement in a buyer’s new product development is predicated on its follow-on role as the continuing provider. The model does not expect the supplier to contribute beyond the product or service or to undertake projects that do not support the buyer’s specific objectives. Furthermore, the reported successes of the tiered supplier partnership model have a common structural feature: industry commonality between the buyer and the supplier.
The high-volume requirements in the electronics and automotive industries breed suppliers that serve these industries almost exclusively. Their ultimate fortune is determined by the industry’s growth and prosperity. For example, Zexel, a fuel-injection systems supplier, is a member of eight supplier associations, both at first-tier and lower-tier levels, but all associations operate within the auto industry. Within such a concentrated industry, Toyota determines each supplier association’s agenda either explicitly or implicitly. Thus the tiered supplier partnership model has thrived in situations where a few large, powerful buyers strongly influence the scope and direction of the supplier community’s organizational learning and development.10
Third, the tiered supplier partnership model clearly focuses on benefiting the buyer. Suppliers do, of course, gain from improved information flows, process improvements, increased leverage, reduced business risk, increased prestige, and growth, along with the buyer’s success in increasing market share.
However, the direct benefits of marketplace success go to the buyer, while the supplier’s rewards are largely indirect or limited to market share gains at the expense of the buyer’s rival. Nishiguchi concludes that Toyota’s emphasis on trust and collaborative supplier forums should “not obscure the fact that the primary function of the kyoryoku kai for the assembler is to control suppliers and subcontractors.”11 Issues of equity and fairness are bound to arise as the buyer metes out benefits to its partnered suppliers. In many cases, relative power and supplier commitment may eventually determine a partnership’s strength and longevity. This factor may explain, for example, Honda’s difficulties in maintaining its partnerships when its active leadership is reduced and, more generally, the increasingly high failure rates over time.12
Thus the tiered supplier partnership model may be inappropriate even in the auto industry. These drawbacks suggest that managers should consider alternative approaches for supply chain management that may be more flexible and easier to implement broadly, or may offer additional leverage possibilities. Next we describe one such alternative at Allen Bradley Canada. Although Allen Bradley was seeking the same sorts of benefits that the tiered supplier partnership approach is credited with providing, its situation and supplier base led it to try something else. We follow the development of the leveraged learning network, present various success measures to permit objective assessment, and provide some cautionary advice for managers.
Evolution of the Leveraged Learning Network
Allen Bradley’s approach differs considerably from the tiered supplier partnership. The approach grew from the need to improve supply chain performance in an industry (electrical distribution equipment) marked by product customization, moderate volumes, and (in this firm’s case, at least) relatively low buyer power and few slack resources. In short, the structural environment in which the Allen Bradley approach developed and prospered is fundamentally different from the auto industry. How the consortium developed and the results it achieved provide a practical illustration of this alternative’s potential. Moreover, studying Allen Bradley’s approach and its significant rewards provides a basis for comparing the benefits, costs, implementation difficulties, structural impediments, and potential limitations of the leveraged learning and tiered partnership/kyoryoku kai models. We believe that the leveraged learning network model has significant advantages over the tiered supplier partnership and supplier associations in providing an avenue for continuous learning.
Allen Bradley, located in Cambridge, Ontario, is a division of Rockwell International. It manufactures electric control panels, primarily for industrial use. Total plant output is valued at about $200 million in Canadian funds, with 60 percent of manufactured costs being purchased parts and materials. Within its industry, Allen Bradley has a reputation for high-quality design but attendant high-priced products and long lead times. Siemens, the German manufacturer, is its most serious competitor. There are three main product lines: small panels, which are rapidly declining in demand; medium-sized panels, which are rapidly increasing in demand; and one-off, customized panels. About 30 percent of the main product line is custom units. Sourcing for customized products adds weeks to lead times, posing serious challenges for the production managers. Nonetheless, the supply function has become the focus for reducing costs and lead times.
The company underwent a major plant-level reorganization in the late 1980s: staff was cut from 1,100 to 600, and supply sources reduced from 600 to 150. Along with this downsizing, Allen Bradley’s materials management group began a number of supply chain management initiatives. The firm conducted internal benchmarking to ensure “value for money” in all supply contracts. By comparing itself with other divisions of Rockwell, Allen Bradley ensured that its contracted prices for materials were competitive. However, the quality performance of its supply base was inadequate.
The company had adopted the Crosby approach of using nonconformance cost as the quality standard and chose to apply this to its supply chain. The company developed nonconformance costs for material rejects, late deliveries, supplier lead time, and service problems, based on a standard charge of $120 per hour for any of its own time required to deal with nonconformance. It then launched a supplier awareness program in which it accumulated and reported these costs to each supplier as its total costs of procurement (TCOP). Missed delivery times, accounting errors, receiving errors, and so on for each quarter were attributed nonconformance costs, then reported to the supplier as a cost per $1,000 of purchased materials. To date, suppliers have not been charged for these nonconformance costs, since Allen Bradley prefers to use the figure to foster awareness rather than to assess penalties.
In addition, Allen Bradley established a supplier development program to help its suppliers improve process and product quality and develop continuous improvement techniques. The program’s intent was to foster joint problem solving. However, Allen Bradley’s lack of resources severely limited its use. The down-sizing had been so severe that, at one point, there were only two buyers to handle all purchasing requirements, and the company quickly abandoned the supplier development initiatives. To leverage its resources, Allen Bradley instituted a commodity management program in which it contracted key suppliers to manage planning, ordering, delivery, inventory management, and problem correction for a broad range of similar components. In some areas, such as thermoplastics, the commodity manager became Allen Bradley’s agent by subcontracting requirements to other suppliers. Supplier representatives had access to the facilities, a space in the purchasing department, and responsibility for dealing with any problems on the plant floor.13 As a final step, Allen Bradley developed the supply consortium.14
Supply Consortium
In the late 1980s, the Ontario provincial government launched a program to help firms adjust to the challenges of the global marketplace. The passage of the Free Trade Agreement with the United States and the prospect of a future agreement with Mexico meant that Canadian manufacturers, no longer protected by trade barriers, needed to meet world-class standards. Government efforts were meant to link university resources with private industry. The government agency responsible also had a mandate to develop technology and information exchange through industry consortia.
Allen Bradley wanted to use the consortia idea to leverage its efforts in improving its suppliers, so, after consulting with the agency, it instituted the supply consortium. The company strongly encouraged its major suppliers to join, using the government agency as a facilitator. Although the selected suppliers could have declined to participate, about 70 percent elected to join.15 Ron Chamberlain of Samuel Son and Co., a multibillion-dollar steel supplier, commented:
“We were reluctant to join the consortium at first. We were already doing most of what the agency talked about, as we were in the process of being ISO 9002 certified. However, the customer wanted us to join and we didn’t want to jeopardize our business with them, even though they represent less than 1 percent of our total sales. In fact, for most suppliers in the consortium, Allen Bradley represented less than 5 percent of sales, but they were considered valuable from a marketing perspective and times were tough.”
The consortium established two primary, quality-related objectives: a 25 percent reduction within three years for Allen Bradley’s total cost of procurement and the achievement of 95 percent delivery conformance. Clearly, Allen Bradley’s objectives dictated those of the consortium. Al Schwager, controller at Gould Shawmut, a leading fuse manufacturer, added, “The mission of the consortium in the early years could be stated simply as what could we, the supplier, do to help Allen Bradley achieve its target of 25 percent cost reduction.”
Initially, the consortium hired Total Productivity Group (TPG), a consulting firm with previous experience conducting audits in the auto industry, to do a thorough, independent audit of each member company’s operations (including Allen Bradley’s) against world-class standards. The audit also gave each company a list of potential improvement projects. TPG used questionnaires, plant visits, and quantified performance data (i.e., on-time delivery, quality defects, inventory turns, inventory accuracy, schedule interruptions, orders in process, order throughput, value-added percentage, employee performance rating, and employee productivity) to assess each member’s current capabilities against world-class standards. Because the benchmark standards had been developed for the auto industry, TPG had to adjust some to account for industry or company peculiarities. For example, for distribution firms, it had to express the world-class time standards for filling a customer order in minutes rather than hours. Despite some initial hesitation, consortium members found the exercise useful.
TPG gave the companies the detailed scores for each category plus group scores for each major classification (management systems, quality assurance, cost reduction, material control, and technologies) and an overall summary score on the five-point world-class scale. In addition, it gave each firm detailed instructions for two to four company-specific projects for implementation within the next calendar year. One firm, for example, got a detailed report, including cost-benefit analysis, on a proposed layout for cellular manufacturing. The overall summary showed each company’s position on a five-level scale.
The initial audit in 1991 was less than auspicious; for some companies, it was a rude shock. Of the eleven charter members, only two managed to achieve level three on the scale, while five were at the lowest level. However, there was little thought given to eliminating members. Paul Deckert, then purchasing manager at Allen Bradley, explained:
“There were a number of reasons for not searching for alternate suppliers at this point. First, Allen Bradley wasn’t exactly miles ahead of the others. For example, only two companies, with Allen Bradley not necessarily one of them, were at level three and then only by a slim margin. Second, much of our product is customized and requires flexibility and service from our suppliers. We would have had a hard time finding these attributes in nonlocal suppliers. Third, on at least some occasions, our customers specify supplier inputs, limiting our ability to switch. Finally, transaction and acquisition costs from overseas and other suppliers would have been prohibitive. In the end, we felt it would be more advantageous to work with the suppliers to help them improve rather than searching for new ones.”
The consulting projects provided a focused course of action for the members. The following year’s audits reinforced efforts. By the end of 1992, the average score for all members improved by 49 percent from 24.2 percent to 35.5 percent on the way to “world class.”16 Managers estimated that, by the end of 1993, the consortium effort had saved Allen Bradley an estimated $1.5 million; there were forty-nine cost-reduction projects underway. Although Allen Bradley’s conformance standards had been raised during this period (with, for example, shorter delivery times), TCOP for consortium members had declined from a high in 1991 of $70 per $1,000 of purchased goods to $30 per $1000 by late 1993. The results far exceeded Allen Bradley’s original target of a 25 percent TCOP reduction within three years.
From a cost accounting perspective, things had progressed remarkably well. However, in terms of leadership, the consortium began to run out of steam. To permit the consortium to develop, Allen Bradley had gradually pulled back from its early directive role, but the government agency responsible for consortium development had not filled the leadership gap. Additionally, there was some concern that the university-linked agency’s viewpoint was too theoretical. The 1993 audit results tended to confirm the sense of stagnation. While the overall average rating rose to 41.8 percent of world class, an 18 percent increase over the previous year, a few select companies were responsible for most of the improvement. Although the first audit’s projects had provided significant improvement, follow-on efforts had floundered. The consortium’s existence was in jeopardy.
The Palace Revolt
Even before the disappointing 1993 audit results were released, there were serious concerns about the consortium’s direction, which surfaced at the 1993 board meeting. Consortium members had decided not to renew the government agency’s mandate. Kunst spearheaded a subsequent proposal with support from a few large suppliers. He suggested hiring a consultant, Dave Hogg, to lead the consortium. Hogg had worked in manufacturing and education and was a consultant in manufacturing engineering and a former dean at the local technical college. He was familiar with current advanced operations management practice and had many contacts for educational training. In what some later called the “palace revolt,” the consortium board members asked both Allen Bradley reps to leave the meeting so that they could discuss the proposal. One member commented:
“There was an overall feeling of frustration with the consortium at the time. Until then, the facilitator, from an academic background, had been seen as too theoretical and lacking in real-world application. In addition, many smaller members of the consortium felt that they weren’t equals and couldn’t talk freely about the difficulties of the consortium in front of Allen Bradley’s representatives. Some members questioned what the consortium was doing for them, because the benefits didn’t appear to be shared equitably. Even though there was a more reciprocal arrangement with Allen Bradley in 1993 than when the consortium first started, things just had to change. It was, after all, still the Allen Bradley Consortium.”
All members agreed that, for the consortium’s continued development, Allen Bradley would have to become just an equal member. Although the members discussed dissolving the consortium, the proposal to hire Hogg won out — but with several conditions that diminished Allen Bradley’s influence and control, as discussed later.
The High-Performance Era
As a result of the meeting, the balance of power changed. The consortium’s initial move was to change its name to the High-Performance Manufacturing (HPM) Consortium. Hogg not only brought leadership but also changes in the choice of topics and the process for choosing them. Instead of focusing on implementing supplier-firm projects that would yield immediate benefits to Allen Bradley, the topics were based on learning and focused on world-class practice. The facilitator sought input from members about current areas of needed expertise and education. When topics were suggested, interested members signed on for training, seminars, workshops, and in-house education.
Alternatively, interested consortium members could initiate topics. For example, after attending a conference on image technology, one member thought that the technology might apply to his firm’s blueprint storage and retrieval problems. After mentioning it to three other members, they then formed a special interest group (SIG) and asked the facilitator to organize a two-day workshop for all consortium members. Six participated (but, incidentally, not Allen Bradley). Other SIG topics included Internet access for group members, access to data for benchmarking performance, the formation of a virtual training center, development of a customer service course, team-based problem-solving training, problem-solving facilitator training, and high-technology seminars. The size of the SIGs varied considerably and depended on the topic’s degree of shared interest. Randy Whiteway of Hammond Transformer commented on the post-1993 environment:
“With the change in 1993, we started to get real value for the money. Allen Bradley was just one of many members. Hogg suggested ideas for improvement toward world-class status, and special interest groups began to develop. These smaller networks began to form around a special interest area, and companies chose whether or not to participate in a specific area of concern. We have special interest groups in image transfer, team-based training, Internet communication, and so on. The emphasis is on what is needed to improve our own company operations, irrespective of how it might directly help Allen Bradley. It is much more of a learning incubator, using the facilitator to make it happen and coordinate activities.”
An additional modification in 1995 reflected the consortium’s changing nature. Of the three new member companies that were admitted, two had no previous or anticipated supply arrangements with Allen Bradley. While this was a significant departure from Toyota’s supplier association concept, consortium members commented that it seemed the natural thing to do. To be included in the consortium, an applicant had to be accepted by a majority of existing members that assessed the prospective member for what it could contribute to the group.
By the summer of 1997, membership had grown to seventeen firms, of which five had no current or prospective sales to Allen Bradley. The waiting list of companies seeking admission, all anxious to pay their $20,000 annual fee and gain from the leveraged learning possibilities, continued to grow. Deckert felt that the consortium had matured to the point that, if Allen Bradley were to withdraw, nothing would change. Stuart Hill, quality assurance manager at Bolt & Nut Supply, added, “The mission of the group now is quite different. Forming teams to solve common problems and to achieve world-class standards would best reflect the current orientation.”
Officially, the HPM Supplier Consortium adopted the following statements:
Vision:
To be a high-performance/world-class supplier consortium of independent suppliers of quality products and services, who compete and win against the world’s best.
Mission:
To work together to enable each member to optimize its competitiveness in a win-win environment using shared resources and experience.
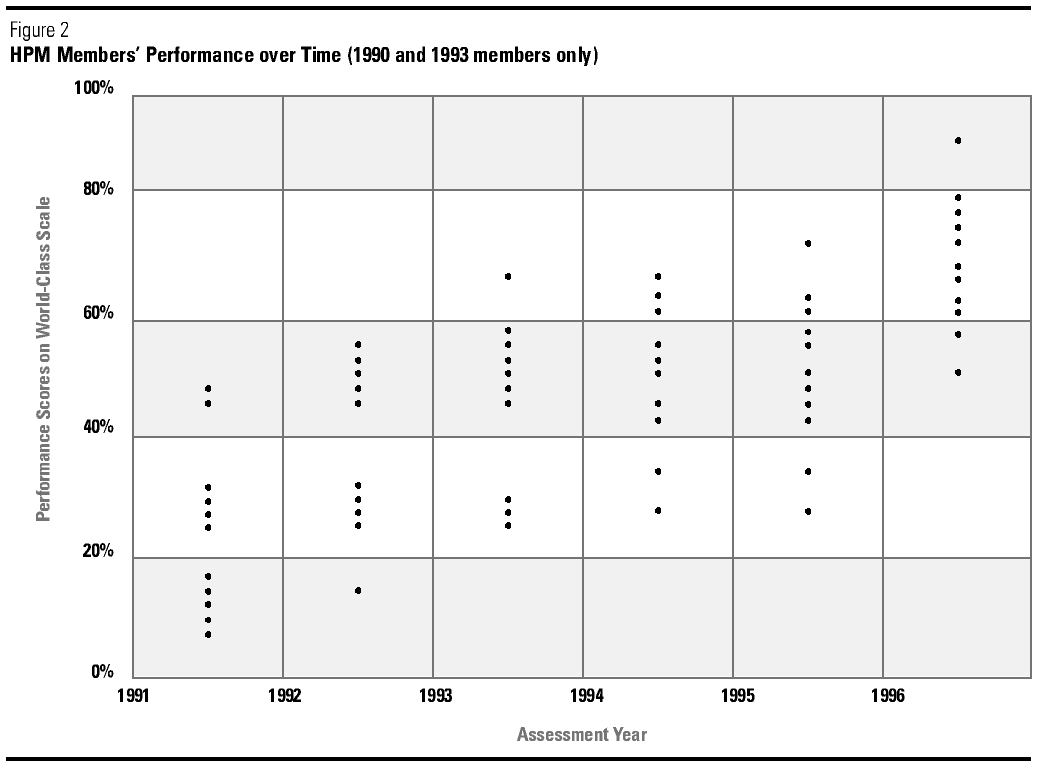
By mid-1997, the group average stood at 69 percent of world class standards (see Figure 2).17 While progress has slowed, the group continues to strive toward world-class standards. Of the current seventeen members, fifteen have achieved ISO certification. All are above level two.
Consortium Benefits to Allen Bradley
Suppliers clearly benefited from the HPM Consortium, evidenced by the firms’ willingness to contribute $20,000 to participate. But, if the suppliers were the only ones to benefit, the supply consortium would represent an alternative approach to the tiered supplier partnership model — but one lacking much appeal for the buyer. Allen Bradley has gained directly from the suppliers’ efforts through their reductions in defects, price, and lead times, greater conformance to delivery schedules, and improved service.
How effective has the consortium been? One measure shows the buyer’s benefits. Allen Bradley’s TCOP has declined from $70 per $1,000 in 1991 to the level of $21 per $1,000. (The actual improvement is, in fact, greater because some standards, such as delivery times, have become more stringent over time as part of Allen Bradley’s continuous improvement program.) The most dramatic rate of improvement was achieved between 1992 and 1993, when the so-called palace revolt occurred, lending some credence to the suppliers’ concerns that Allen Bradley appeared to be benefiting most from the supplier consortium. At the same time, Allen Bradley has continued to benchmark its suppliers against the Rockwell companies from a total-cost-of-ownership basis to ensure that they are cost competitive.
Allen Bradley also significantly benefits in a more indirect manner from its leveraged participation in the numerous SIG activities. For each member, payoffs come from pooling resources to conduct broader, better searches for educational consultants, and from having access to the facilitator’s and each others’ networks. One consortium member commented that to duplicate a recent initiative independently through a consultant contract would have cost his firm at least five times as much. Like all the firms in the consortium, Allen Bradley has progressed along the path to world class, and the payback from its annual membership dues and active participation has been enormous. Perhaps of equal importance, Allen Bradley has improved its corporate image as a good customer.
Assessing the Consortium Structure
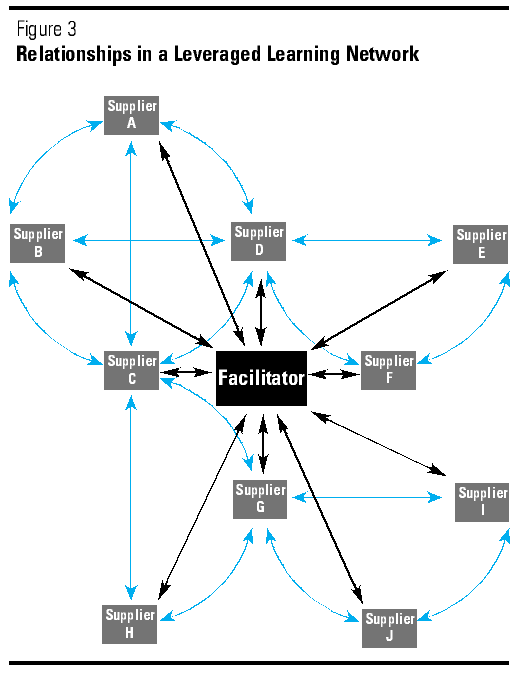
The HPM Supplier Consortium has created a learning-based network among quite disparate participants. As part of our field research, we did three surveys of member company representatives about their perceptions of the interfirm relationships.18 All the reps agreed that, by 1996, the consortium, instead of being a group of paired relationships, was a series of small networks with common learning objectives (see Figure 3). The networks have very strong informal communication links, although, in many cases, the firms have no business-to-business links. Because of overlapping interests, some firms span more than one network.
The facilitator holds the entire group together through continuous information flows and acts as an information gatekeeper, providing promotional material, newsletters, weekly updates, and book reviews. The facilitator integrates the consortium, ensuring that the learning and expertise developed within one smaller network is leveraged by transferring it to the larger group for broad exploration. These dynamics are clearly quite different from those within the tiered supplier partnership/supplier association model, where the buyer usually controls the agenda.
Challenging the Traditional Model
Senge uses conflict with well-established mental models to explain the difficulty that most organizations have in implementing new ideas.19 Here we use his views of mental models and systems thinking combined with Hurst’s concepts of performance versus learning organizations to contrast the tiered supplier partnership approach with the leveraged learning network.20 With deference to Toyota’s success in combining a tiered structure with its organizational structure of the kyoryoku kai, we indicate the limitations of the leading auto industry firm’s approach (see Table 1).
A learning network emphasizes organizational learning within the supplier firm, instead of its superior performance yielding increased responsibility. Thus, in a learning network, performance becomes an outcome instead of a requirement for advancement to the top tier. In the earlier stages of the consortium’s development, the focus and the choice of projects were thinly disguised attempts to improve Allen Bradley’s performance and success. Within a few years, the Allen Bradley focus was supplanted with an emphasis on learning by suppliers. In either case, the buyer benefits but, in the learning network, this outcome becomes secondary and indirect.
The tiered supplier partnership is underpinned by two factors that create a very different environment from the learning network. First, the tiered system is focused on the supplier’s specific product and its performance. Conceivably, the supplier might do well in the areas affecting the buyer but perform poorly in others. In contrast, a leveraged learning network focuses on holistic learning and organizational advancement, not necessarily tied to the products sold to a particular buyer. Second, relationships in the tiered system are usually driven by the buyer, with suppliers being rewarded when they demonstrate competence in line with the buyer’s goals. Even in the case of exemplar firms with their supplier associations and interorganizational networking, the link to the buyer’s requirements are ever present.
The learning network’s atmosphere is quite different. Without the commonality derived from standardized, mature products and a few powerful buyers, the leveraged learning network provides synergy through collective learning and shared visions; the buyer stands to learn as much as the suppliers. During the consortium’s evolution, its formal and perceived mission statements shifted from “improvement” to “help Allen Bradley achieve its targets” to “a learning incubator” geared toward enabling “each member to optimize its competitiveness.”
The leveraged learning network is a viable option in cases where the buyer needs to improve the performance of its supplier base but has neither the relative power nor the resources to induce the necessary improvements. Allen Bradley’s relatively weak buying power and limited source credibility (evidenced by its initial world-class ranking score) meant that it could not attempt to duplicate Toyota’s control through a supplier association. Instead, it needed to be more collaborative. Like Allen Bradley, many if not most firms are not in a position to dictate terms of relationships to their suppliers. The learning network establishes a different basis in which the buyer admits that it can learn and improve as much as its suppliers can.
Difficulties in Implementation and Maintenance
The leveraged learning network is not without problems. A consortium may be easy to form because the buyer and supplier see mutual objectives. However, there are clearly some limitations.
First, any advantages from the group’s combined efforts can be undermined by perceived inequities in members’ commitment and effort. In a team, players must collaborate for success, but all players must play with equal intensity. Team players must be chosen for their commitment to learning from each other. In contrast, the tiered supplier partnership approach uses ability as the precondition for membership. For a consortium based on learning, members must be chosen not only for their importance as suppliers and their superior performance but, perhaps most importantly, for their commitment to learning.
Second, some of the more powerful members may exercise hidden or subordinated power.21 To realize learning objectives, strong players — such as the buyer and larger suppliers — must allow other members to contribute equally. The large buyer can be the group’s initial leader, but consensus and equality are necessary for long-term success. For this particular consortium, the palace revolt was a critical juncture in its development, enabling the smaller members to achieve equal presence and allowing the consortium to move forward.
Third, the buyer may gain considerable leverage for its efforts but, obviously, at the expense of control. Unlike a supplier association, in which the buyer dictates the agenda, the leveraged learning network cannot guarantee that the suppliers are focused on what is best for the buyer. Moreover, the consortium may choose to accept members that do not supply the buyer.
Fourth, it is unclear, based on this one case, in what environment a leveraged learning network is appropriate. The tiered supplier partnership model may be more appropriate in industries with relatively stable technology, dominant buyer firms, and suppliers narrowly focused on component products. Leveraged learning networks may be more appropriate when the technology is changing rapidly, where buyers are less dominant or suppliers are less dependent on the buyer’s industry. Determining the relative merits of each model requires more detailed comparative studies and future research. However, the leveraged learning network can potentially provide a way to pursue many performance objectives for its supplier base in a rapidly changing environment.
Fifth, the effectiveness of the consortium relies on the facilitator, who must be able to assess needs and ensure that topics presented are relevant. The facilitator must respond to all members’ needs by being independent and impartial. He or she must also see beyond specific problem areas within individual firms and generalize them into topic areas that offer learning potential to a critical mass of interested members. For example, the original audit recommended a revised plant layout for one firm. The facilitator must be able to recognize the problem as a job-shop flow issue that would warrant broader-based discussions about manufacturing cells and group technology with wider appeal within the consortium’s membership. In short, the facilitator must bridge the gap between a firm’s specific problems and more general management concepts. Finding such a person is probably the biggest challenge of successfully implementing leveraged learning networks.
Conclusion
In their efforts to achieve world-class performance, managers need to know about alternative approaches to the tiered supplier partnership model for managing supply chain activities. The tiered supplier partnership approach has achieved significant benefits for many firms. However, the industry context in which it evolved may prevent it from being universally applicable. The leveraged learning network offers an alternative approach that is more applicable in other circumstances. It fosters the cross-fertilization of ideas among subnetworks and the ability to overcome some impediments to technological innovativeness that the supplier association approach might engender.
We have highlighted some implementation difficulties of the leveraged learning network; the most critical may be the buyer’s forfeiture of control over consortium membership. Another difficulty is the need to dismiss members who fail to contribute sufficiently to the learning process, which may be more embarrassing for the firm’s management than losing business by not meeting the buyer’s specifications.
The challenge for managers and researchers is to determine the best conditions under which to choose either the tiered supplier partnership approach or the learning leveraged network (or, as we fully anticipate, a new and yet undiscovered model). While we believe the latter offers a powerful, sustainable approach to interorganizational alliances, much work needs to be done to explore its costs, benefits, and limitations. We believe that the leveraged learning network may be more applicable in situations where the buyer firm has less power vis-à-vis its suppliers, but we do not know how universal this is. Certainly, the tiered supplier partnership and the leveraged learning network share an important feature: the supply base is geographically local. Firms operating a global supply base (for example, Boeing) may need videoconferencing and electronic communication to overcome wide geographic dispersion. In addition, the leveraged learning network may require a long-term orientation, in which immediate results are not needed. This may be difficult for a company that focuses excessive attention on short-term performance measures.
The leveraged learning network is just one example of an alternative that developed from the particular constraints and opportunities of one firm and its supplier base. Other situations may lead to the evolution of other models.
References (61)
1. For clarity, we use supply chain management, supply management, and purchasing interchangeably, although some authors use a broader, end-customer perspective when referencing supply chain concepts.
2. For references on the tiered, pyramidal, or network structures, see:




{kind=link}
{kind=link}
{kind=link}
{kind=link}